

Heat treatment method of extra-thick, extra-wide and extra-long chromium-molybdenum steel plate
A heat treatment method and steel plate technology, applied in heat treatment furnaces, heat treatment equipment, heat treatment process control, etc., can solve the problem that the performance uniformity of the entire steel plate cannot meet the technical conditions, the water volume and water pressure of the quenching machine cannot meet the production requirements, and the heating is uniform Consistency is difficult to guarantee and other problems, to achieve the effect of improving the performance qualification rate, prolonging the swing time, and improving the performance of the whole board
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0016] The grade of the chromium-molybdenum steel plate in this embodiment is 14Cr1MoR, the thickness of the steel plate is 88 mm, the width is 3300 mm, and the length is 14500 mm.
[0017] The heat treatment method of the chromium-molybdenum steel plate of the present embodiment includes heating and water cooling, and the specific process steps are as follows:
[0018] (1) Heating process: Furnace a single piece of steel plate, heat the single piece to 900°C and keep it warm for 3.2 hours, and raise the furnace temperature by 5°C 30 minutes before tapping.
[0019] (2) Water cooling process: The water cooling process is carried out immediately after heating, the roller speed is 0.02m / s, and the quenching water volume is 8400m 3 / h, the water temperature is 26°C, the water pressure is 0.75MPa, and the low-pressure section swings for 30 minutes.
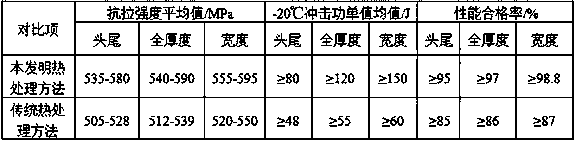
[0020] After the above process, the performance of the whole plate and the pass rate of the performance after 28h long-term mold we...
Embodiment 2
[0022] The grade of the chromium-molybdenum steel plate in this embodiment is 14Cr1MoR, the thickness of the steel plate is 90 mm, the width is 3350 mm, and the length is 14700 mm.
[0023] The heat treatment method of the chromium-molybdenum steel plate of the present embodiment includes heating and water cooling, and the specific process steps are as follows:
[0024] (1) Heating process: Furnace a single piece of steel plate, heat the single piece to 905°C and keep it for 3.3 hours, and raise the furnace temperature by 6°C 32 minutes before tapping.
[0025] (2) Water cooling process: The water cooling process is carried out immediately after heating, the roll speed is 0.03m / s, and the quenching water volume is 8450m 3 / h, the water temperature is 26.5°C, the water pressure is 0.77MPa, and the low-pressure section swings for 30.5min.
[0026] After the above process, the performance of the whole plate and the pass rate of the performance after 28h long-term mold welding of...
Embodiment 3
[0028] The grade of the chromium-molybdenum steel plate in this embodiment is SA387Gr11CL2, the thickness of the steel plate is 92 mm, the width is 3380 mm, and the length is 14800 mm.
[0029] The heat treatment method of the chromium-molybdenum steel plate of the present embodiment includes heating and water cooling, and the specific process steps are as follows:
[0030] (1) Heating process: Furnace a single piece of steel plate, heat the single piece to 910°C and keep it warm for 3.4 hours, and raise the furnace temperature by 7°C 33 minutes before tapping.
[0031] (2) Water cooling process: The water cooling process is carried out immediately after heating, the roll speed is 0.04m / s, and the quenching water volume is 8490m 3 / h, the water temperature is 27°C, the water pressure is 0.80MPa, and the low-pressure section swings for 31min.
[0032] After the above process, the performance of the whole plate and the pass rate of the performance after 28h long-term mold weldi...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| width | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More