Rough rolling pass system for flexible rolling of H-shaped steel and rolling method
A rough rolling pass, flexible rolling technology, applied in metal rolling, metal rolling, metal rolling stands, etc., can solve the problems of frequent roll changes and high production costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
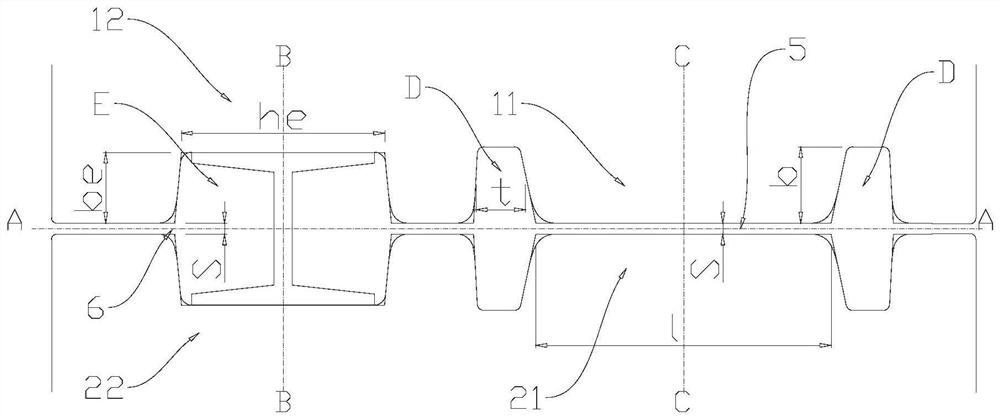
[0053] Two-roll mills are used for rough rolling, universal rolling mills and edgers are used for finishing mills, special-shaped billets are used for steel billets, and the models of H-beams are H300×300, H390×300, and H440×300. The pass system provided by the present invention is composed of a flat rolling pass D and a vertical rolling pass E. The rolling groove depth b of the flat rolling pass is 138mm; the height of the inner side of the web of the flat rolling pass is l=397; The rolling groove width t=97mm, the groove bottom width he=320mm of the vertical rolling pass; the rolling groove depth of the vertical rolling pass is 120mm.
[0054] The rolling method of the H-shaped steel based on the above-mentioned rough rolling mill pass system may further comprise the steps:
[0055] 1) Heating: Put the profiled blank into a heating furnace for heating, the heating temperature is controlled at 1250°C to 1280°C, the heating time is 2 to 4 hours, and then it is taken out of the...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com