

Process method for controlling thermal crown of working roll of front rack of secondary cold rolling unit
A technology of secondary cold rolling and process method, applied in the direction of contour control, etc., can solve problems such as unstable lubrication, unstable thermal crown of work rolls, thermal instability in rolling area, etc., to eliminate unstable lubrication and improve plate quality. Shape quality, the effect of improving the shape quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
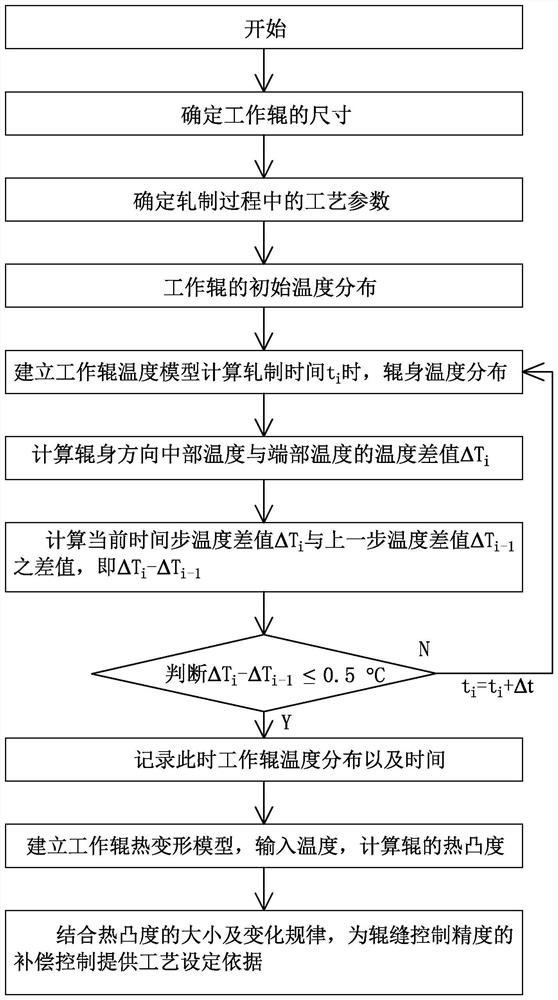
[0037] The present invention will be further described below in conjunction with the accompanying drawings.
[0038] Due to the discontinuous production process of the secondary cold rolling unit, the intermittent period of rolling each strip is long, resulting in thermal instability in the rolling area, and changes in the thermal crown of the rolls, especially in the first section of rolling after the new rolls are put on the machine. During the transition and during the period when rolling of each coil begins. Because the thermal crown instability of the roll has a relatively large impact on the shape of the thin material, and there is no setting method for the thermal crown control mode of the secondary cold rolling mill, so the technical solution of the present invention is aimed at the secondary cold rolling mill A solution is proposed for thermal crown control of work rolls in the front rack.
[0039] figure 1 Among them, the technical solution of the present invention...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More