

Automatic design method of numerical control machining tool positioner of complex parts of airplane
A technology of automatic design and tooling design, applied in computer control, instruments, simulators, etc., can solve problems such as inaccurate positioning relationships, complex structure of locators, and errors in data preparation and calculation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0079] The embodiments of the present invention will be described in detail below in conjunction with the accompanying drawings. This embodiment is implemented on the premise of the technical solution of the invention, and detailed implementation methods and specific implementation processes are provided, but the protection scope of the present invention is not limited to The following implementation examples.
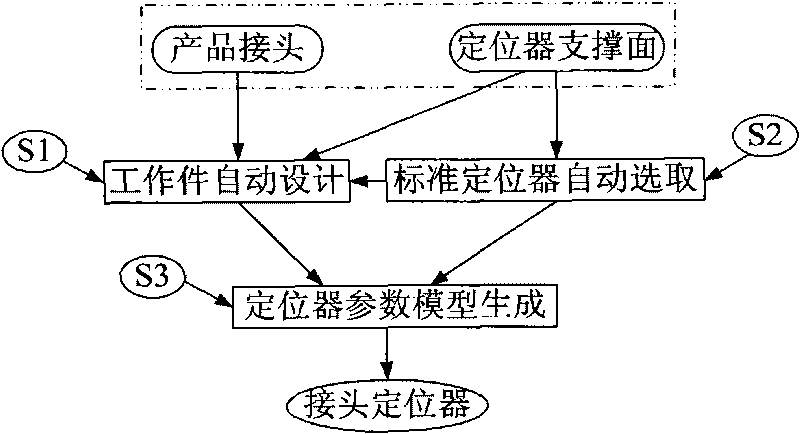
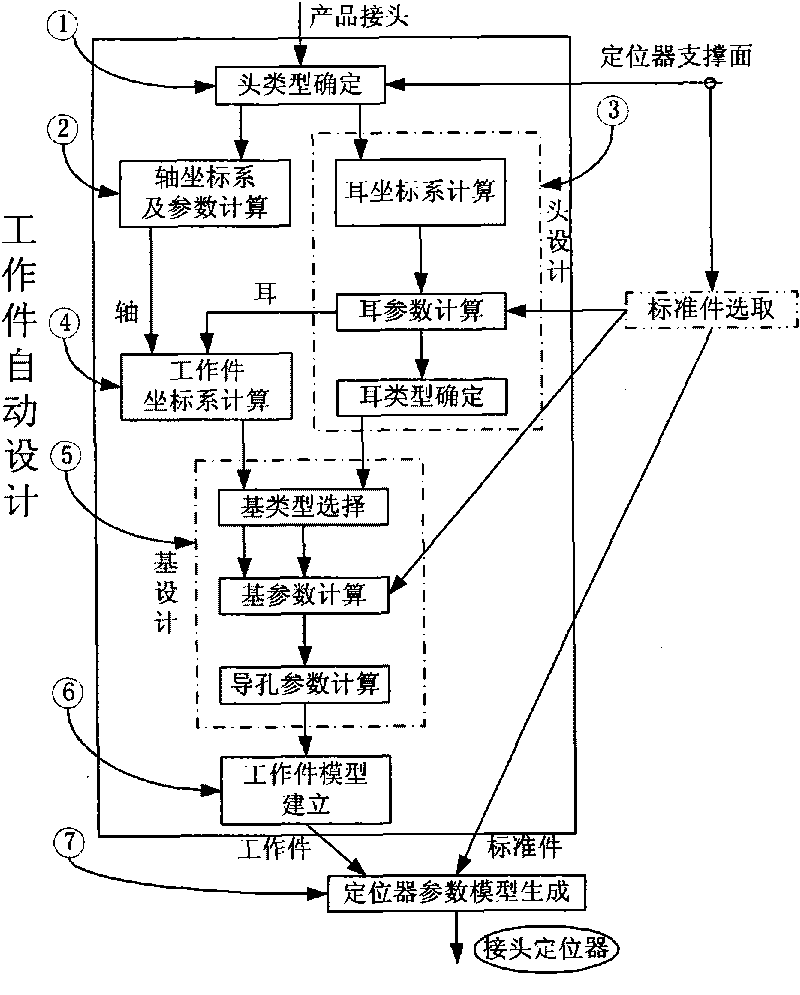
[0080] figure 1 Shown is the positioner automatic design process, figure 2 Shown is the implementation flow chart of the automatic design of the locator; the automatic design method of the locator of the NC machining tooling of the aircraft complex component of the present invention: mainly consists of the automatic design of the workpiece, the automatic selection of the standard locator, and the generation of the locator parameter model.
[0081] The specific implementation steps are as follows:
[0082] Step 1) Workpiece automatic design (S1)
[0083] Workpiece a...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More