

Manufacturing method of complicated fine hollow sand core
A technology of hollow sand core and manufacturing method, which is applied in the directions of manufacturing tools, cores, casting and molding equipment, etc., can solve the problems of opening vent holes in fine sand cores, and achieve the effect of good technical effect.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0028] A method for manufacturing complex and small hollow sand cores specifically includes the following operating requirements in sequence:
[0029] The complex and small hollow sand core is specifically a split sand core mold;
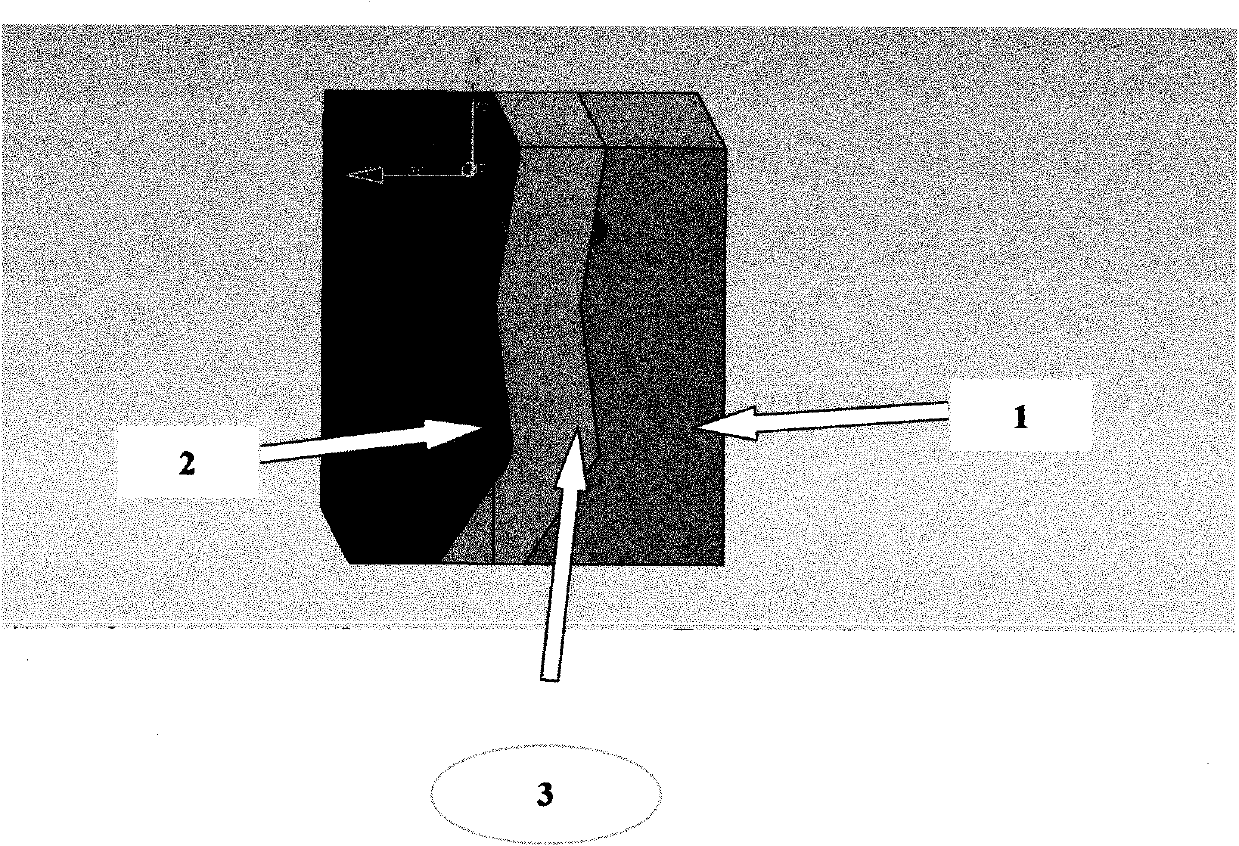
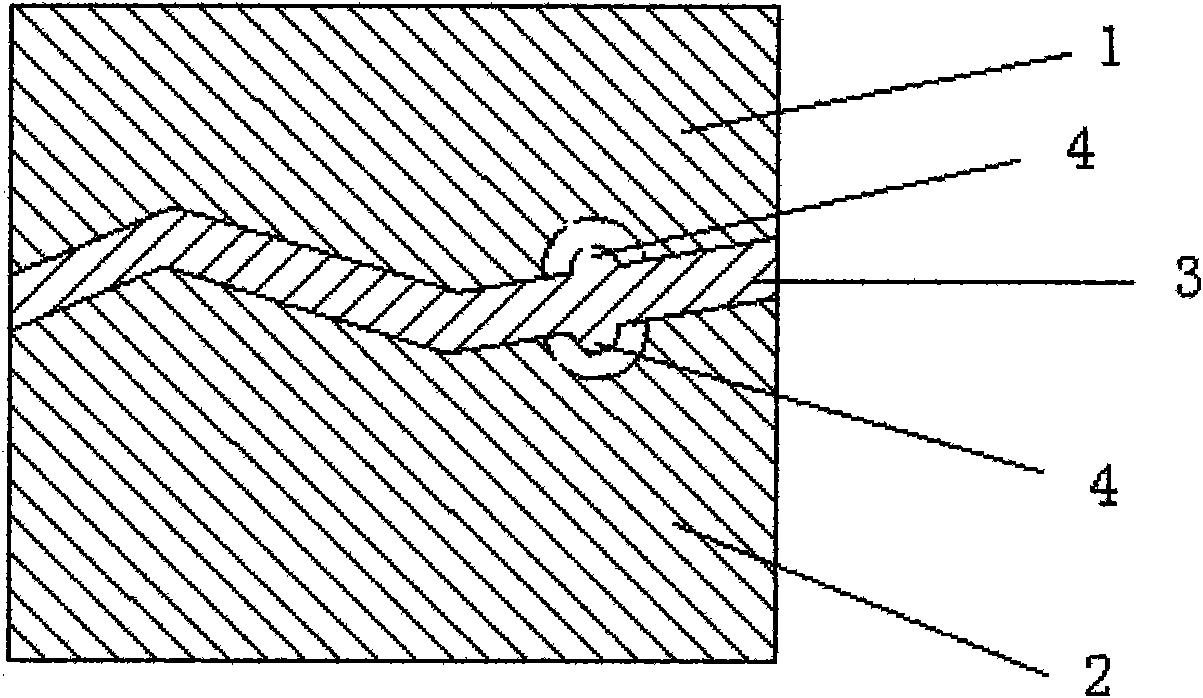
[0030] It is required to design an intermediate mold 3 in the middle of the split mold (including the movable mold 1 and the fixed mold 2); it is required to design a rib 4 on the intermediate mold 3 corresponding to the longitudinal axis position of the sand core, and the length of the rib is required to be the longitudinal axis of the sand core The length is the same; the design section on the middle mold corresponding to the longitudinal axis of the sand core is a semicircular convex edge 4;
[0031] Manufacture sand core molds according to design requirements, including middle mold 3;
[0032] Make two half-sand cores; the specific operation requirements for making two half-sand cores are: install the manufactured mold including the intermediate mold 3 ...
Embodiment 2
[0039] The content of this embodiment is basically the same as that of embodiment 1, and the main differences are:
[0040] 1) The design section on the middle mold corresponding to the longitudinal axis of the sand core is an elliptical rib with a ratio of length to short diameter between (2:1) and (1:2);
[0041] 2) In the method for manufacturing the complex and small hollow sand cores, before the movable mold is driven to make the movable mold and the fixed mold rejoin the mold, the flat part of the exposed surface of the sand core in the fixed mold and the movable mold is not coated with sand The core adhesive ensures the technical effect through other existing technical means.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More