

Method for continuously extruding and compositing laminar composite electric contact material
An electrical contact material and layered composite technology, which is applied in the direction of metal extrusion control equipment, metal extrusion, metal processing equipment, etc., to achieve uniform structure and performance, improve composite interface quality, and good smoothness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
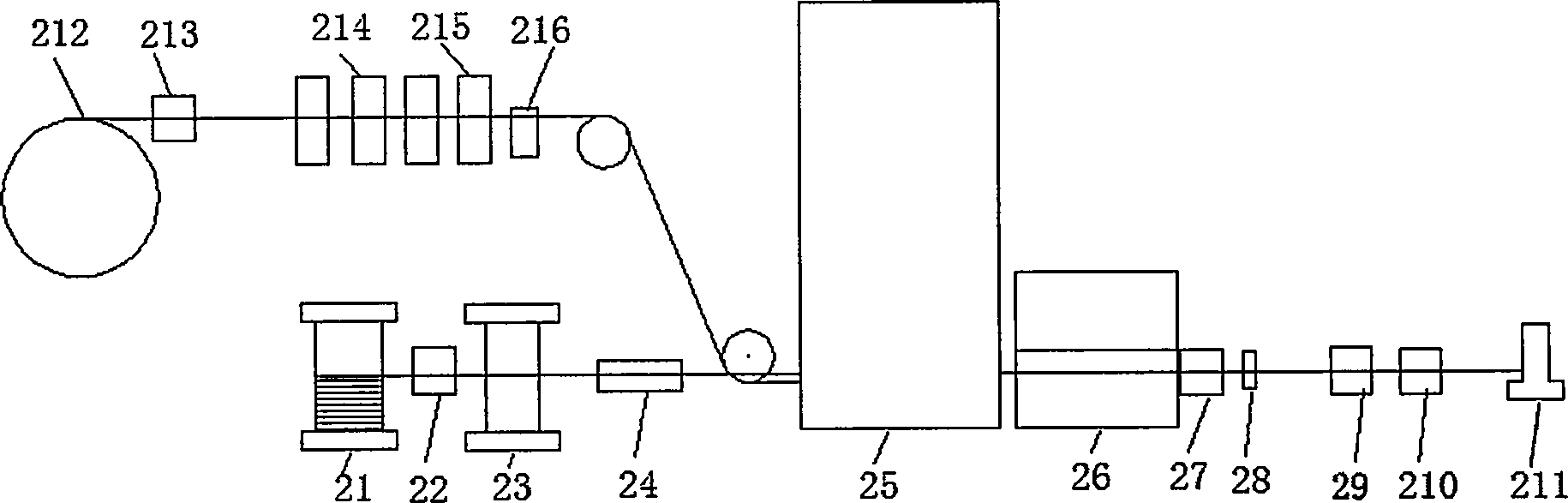
[0025] In Example 1, the operation steps for preparing the mosaic layered composite element by using the continuous extrusion composite technology are as follows:
[0026] I), the material composition of the layered composite electrical contact
[0027] The material composition of the laminated composite electrical contact is mainly pure silver and pure copper, in which the width of the silver strip is 4mm×1mm, and the width of the special-shaped copper strip is 10mm×4mm.
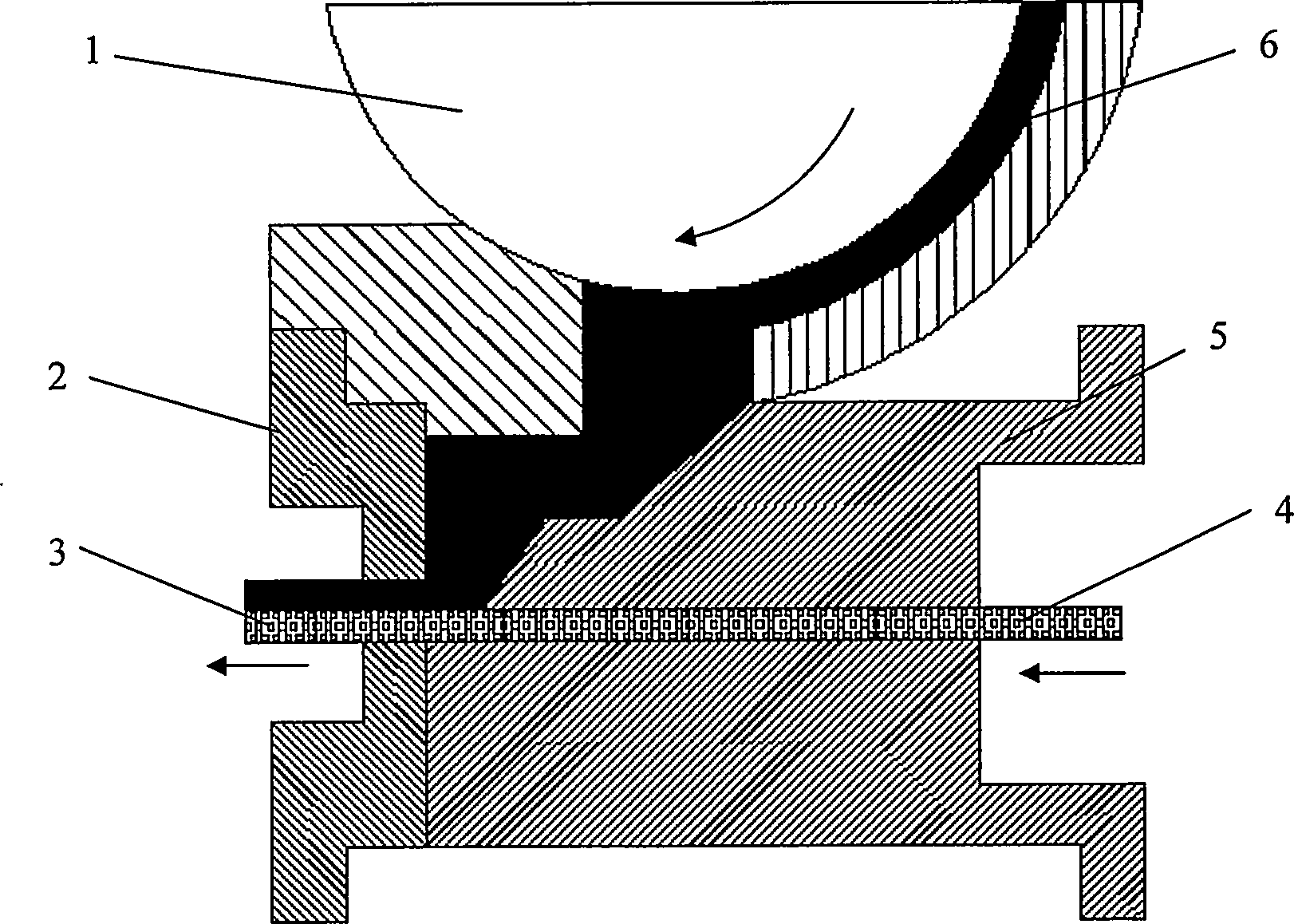
[0028] II)、Continuous extrusion compound equipment and mould
[0029] The contact element is a double-layer inlaid composite, therefore, a single-wheel continuous extrusion composite machine is used to prepare the layered composite electrical contact material. The extrusion die material designed according to the contact element is H13 steel (ie 4Cr5MoSiV1), and the main parameters of the die structure are as follows:
[0030] Diversion angle
Compound deformation zone length
Sizing belt length
45°
5mm
5mm
...
Embodiment 2
[0038] The difference from Example 1 is that: Example 2 uses silver-based composite electrical contact material AgNi10 and pure copper metal as raw materials, and performs partial surface-to-surface composite through continuous extrusion composite to prepare a layered composite contact material.
[0039] The basic operation steps for preparing the layered composite electrical contact in Example 2 are as follows:
[0040] I), the material composition of the layered composite electrical contact
[0041] The material composition of the laminated composite electrical contact is mainly AgNi10 and copper. The width of the AgNi10 strip is 4mm×2mm, and the width of the copper strip is 10mm×5mm. The shape and size of AgNi10 and copper strip are relatively accurate, and the surface cleanliness is also better.
[0042] II)、Continuous extrusion compound equipment and mould
[0043] The contact is partially double-sided. Therefore, the single-wheel continuous extrusion compound machine is used to p...
Embodiment 3
[0052] The difference from Example 1 is that: Example 3 uses silver alloy and iron metal as raw materials, and performs surface-to-surface composite through continuous extrusion composite to prepare a layered composite contact material.
[0053] The basic operation steps for preparing the layered composite electrical contact contact of Example 3 are as follows:
[0054] I), the material composition of the layered composite electrical contact
[0055] The material components of the laminated composite electrical contact are mainly silver alloy and iron metal. The width and thickness of the silver alloy strip is 10mm×2mm, and the width and thickness of the iron strip is 10mm×5mm. The shapes and sizes of the silver alloy and the iron metal strip are compared. Accurate, surface cleanliness is also good.
[0056] II)、Continuous extrusion compound equipment and mould
[0057] The contact is double-sided, so the single-wheel continuous extrusion laminating machine is used to prepare the layer...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More