

Rolling load optimization method for hot continuous finishing mill group
A finishing rolling unit and rolling load technology, applied in the direction of tension/pressure control, etc., can solve the problems of inaccurate and untimely adjustment of rolling force and load in simulation calculation, and achieve the effect of improving work efficiency and quality
Active Publication Date: 2014-08-06
BAOSHAN IRON & STEEL CO LTD
View PDF5 Cites 16 Cited by
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
As a result, the problems of "manual" review of rolling plan, simulated calculation of rolling force and load adjustment are not accurate and untimely, and the control ability and quality control level of the production process are improved.
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View moreImage
Smart Image Click on the blue labels to locate them in the text.
Smart ImageViewing Examples

Examples
Experimental program
Comparison scheme
Effect test
Embodiment
[0143] The rolling load optimization method of the finishing rolling unit of a thermal rolling mill of the present invention will be designed and implemented in the L2 (process control) system of Baosteel's 1580 hot rolling three-electric transformation project, and can be used for reference in similar hot rolling production lines .
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More PUM
 Login to View More
Login to View More Abstract
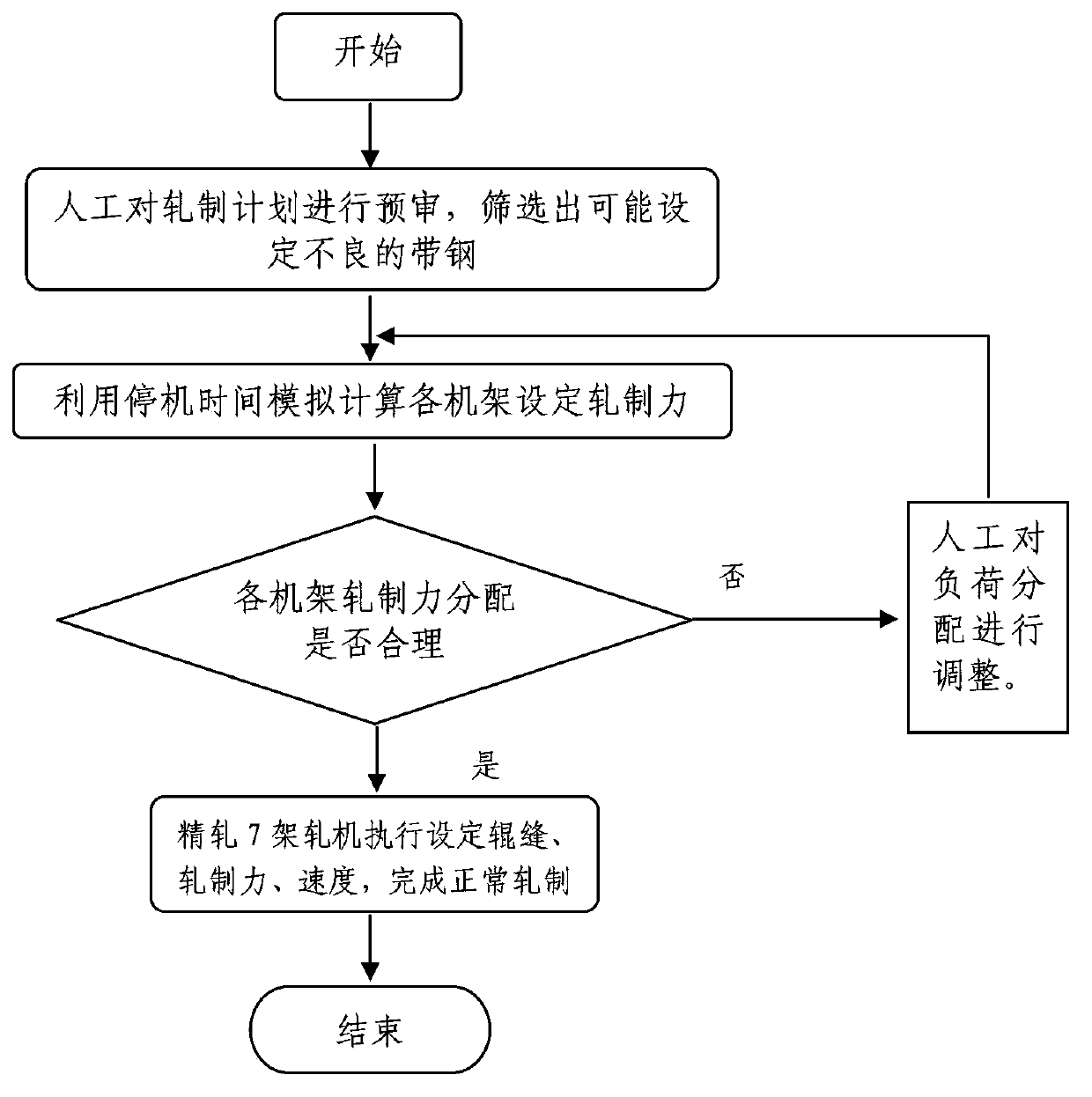
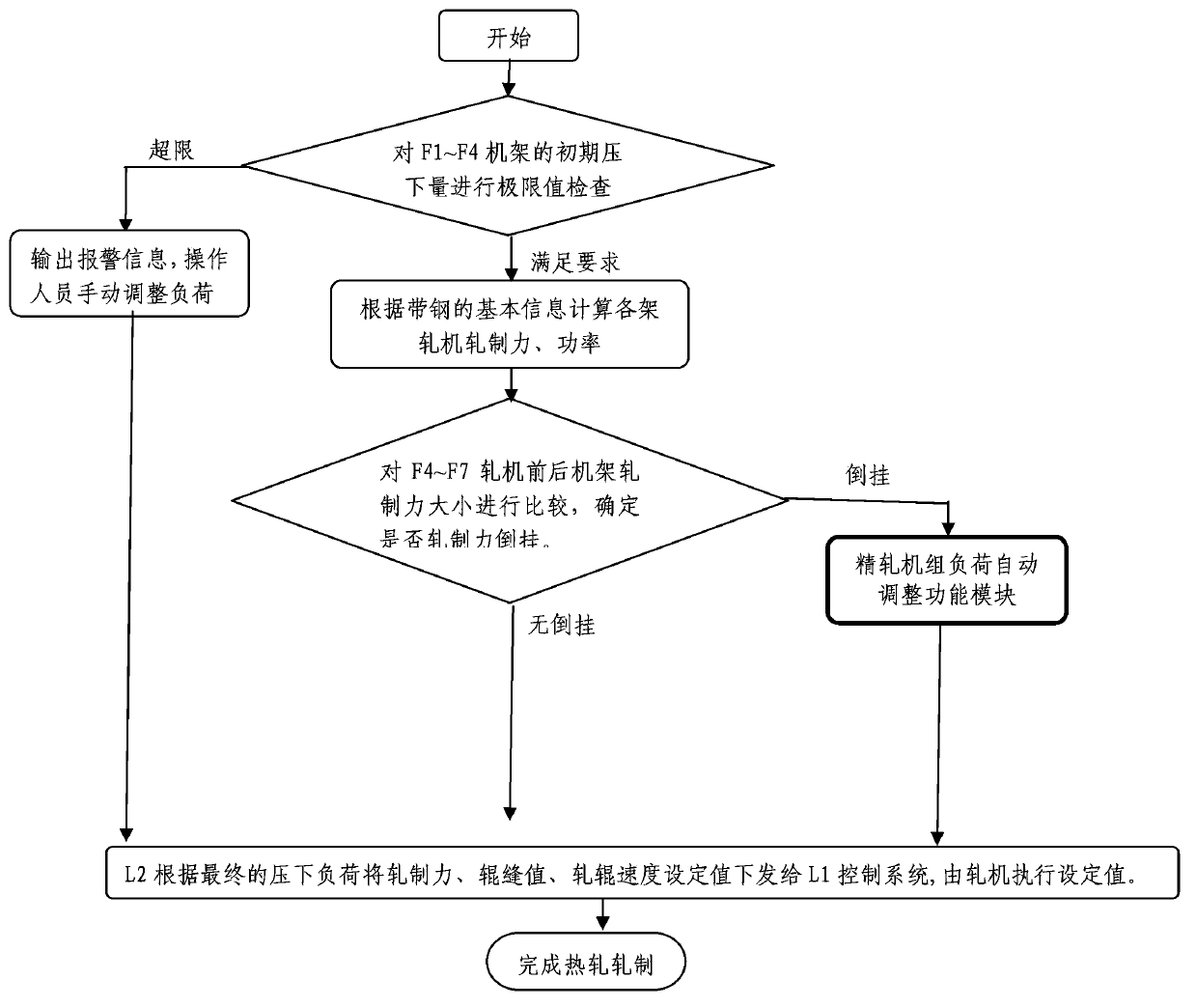
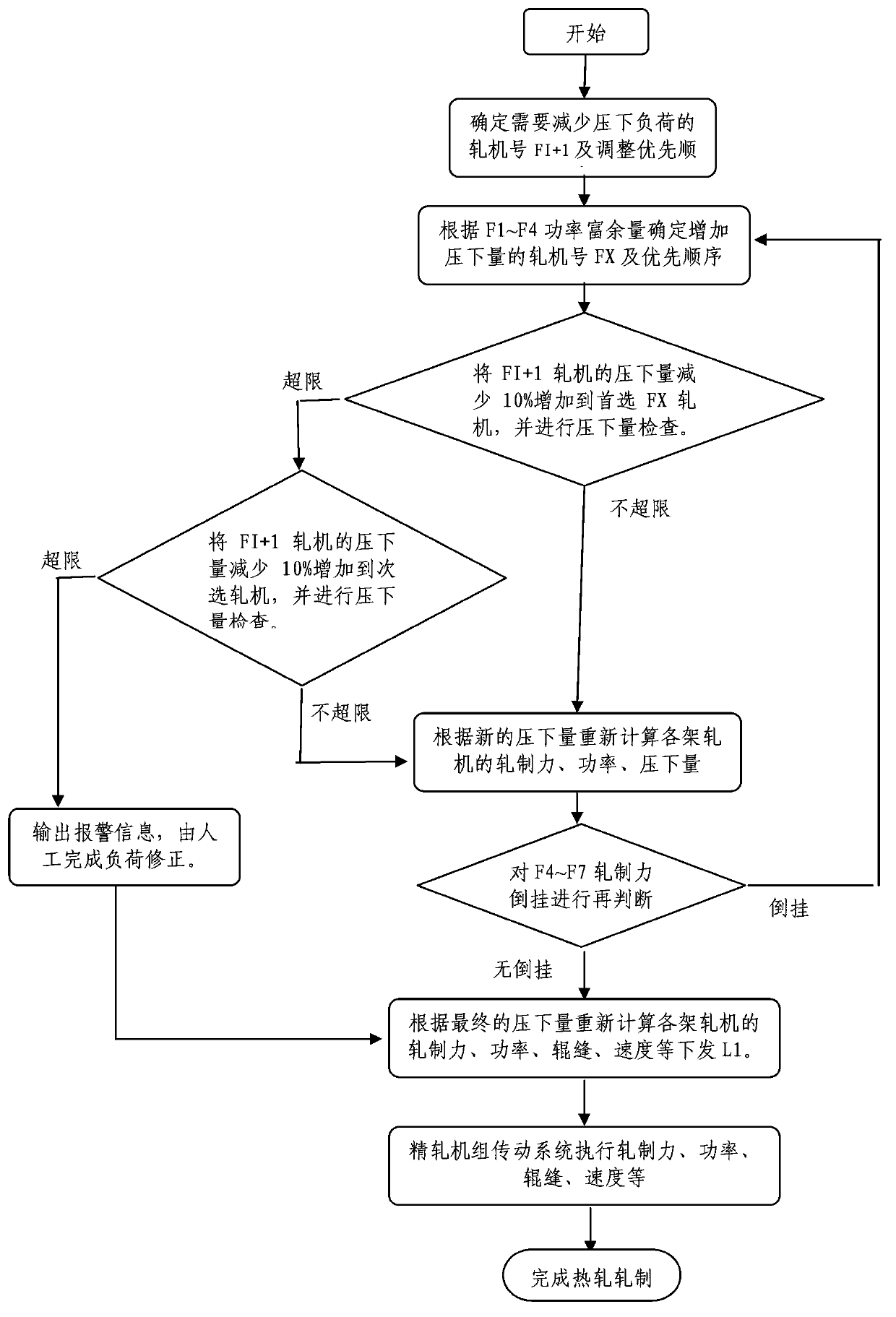
The invention relates to a rolling load optimization method for a hot continuous finishing mill group. The method comprises the following steps: conducting a limiting value test on incipient rolling reductions of an F1 rack, an F2 rack, an F3 rack and an F4 rack; calculating rolling forces and powers of all racks; comparing the calculated rolling forces of the racks to judge whether the phenomenon of 'reverse rolling force' exists or not and define the rolling mills requiring load adjustment and a corresponding setting-up procedure; calculating power margin evaluation indexes according to the formula W=P / PE, wherein P is the pre-calculated powers of the racks (F1 to F4) and PE is rated powers; reducing 10 percent of press load of the rolling mill F (I+1) with 'reverse rolling force' and adding the reduced load to an optimized rolling mill; calculating the rolling forces f according to the adjusted load rolling reductions, and conducting the reverse test again; distributing and calculating rolling forces, roll intervals and the like of all rolling mills according to ultimate loads; executing adjustments of the rolling forces and the roll intervals with a rolling mill drive system. The rolling load optimization method can automatically conduct load optimization and redistribution according to the reverse condition among the racks. Therefore, the rolling load optimization method has the advantages that the defects that manual auditing of the rolling plans, analog calculation of the rolling forces and adjustment of loads are inaccurate and not in time are overcome, and the quality control level is improved.
Description
technical field [0001] The invention relates to the field of hot rolling production process control. Specifically, the present invention relates to a method for optimizing the rolling load of the finishing unit of a hot tandem rolling mill. The method for automatically optimizing and adjusting the rolling load of the finishing unit of a hot tandem rolling mill is controlled by a process control computer control system (L2), hot rolling process Control, applied to improve rolling stability and reduce the incidence of quality defects. Background technique [0002] The 1580 hot rolling finishing mill of Baosteel Co., Ltd. hot rolling mill is a 7-stand continuous rolling PC (pair cross) mill, which is characterized by strong crown control ability. The finishing rolling process requires that the intermediate billet (roughly rolled slab) be rolled into the target thickness and target width required by the quality design, and the reduction deformation from the thickness of the int...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More Application Information
Patent Timeline
 Login to View More
Login to View More Patent Type & AuthorityApplications(China)
IPC IPC(8): B21B37/48
Inventor张贺咏梁兴国方斌
OwnerBAOSHAN IRON & STEEL CO LTD