

Method for producing H-steel by chopping and rolling slabs with universal mills
A universal rolling mill and H-shaped steel technology, applied in the field of iron and steel manufacturing, can solve the problems of large elongation coefficient of the waist, large processing volume, and easy warping of the rolled piece, so as to achieve easy guarantee of the size and shape of the rolled piece, consistent elongation coefficient, and metal flow reasonable effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0026] It should be noted that, in the case of no conflict, the embodiments of the present invention and the features in the embodiments can be combined with each other.
[0027] The present invention will be described in detail below with reference to the accompanying drawings and examples.
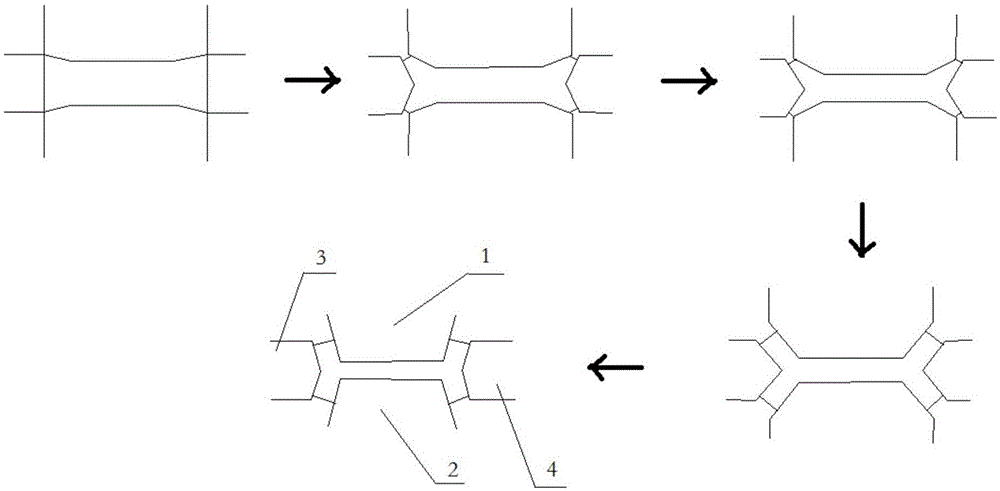
[0028] like figure 1 Shown, a kind of universal rolling mill splits the method for rolling slab production H section steel, comprises the following steps:
[0029] 1) First select a suitable slab, then heat the slab, transport it to the front of the universal rolling mill through the roller table, and send it into the universal rolling mill;
[0030] 2) the universal rolling mill is composed of an upper horizontal roll, a lower horizontal roll, a left vertical roll and a right vertical roll, wherein the upper horizontal roll and the lower horizontal roll are driving rolls, and the left vertical roll and the right vertical roll are driven rolls, The upper horizontal roll and the lower h...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More