

A Method of Width Model Control Using Roll Gap Value of Side Guide Plate
A technology of model control and roll gap value, which is applied in the field of steel rolling, can solve the problems of low model control accuracy and width measurement distortion, and achieve the effect of improving width control accuracy and strip yield
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0023] The embodiment of the present application solves the technical problems of width measurement distortion and low precision of model control in the prior art by providing a method of using the roll gap value of the side guide plate for width model control; it achieves the improvement of data measurement accuracy, and further improves the The technical effect of width control accuracy and strip yield.
[0024] In order to solve the above technical problems, the general idea of the technical solution provided by the embodiment of the present application is as follows:
[0025] A method for controlling a width model by using a roll gap value of a side guide plate, comprising the following steps:
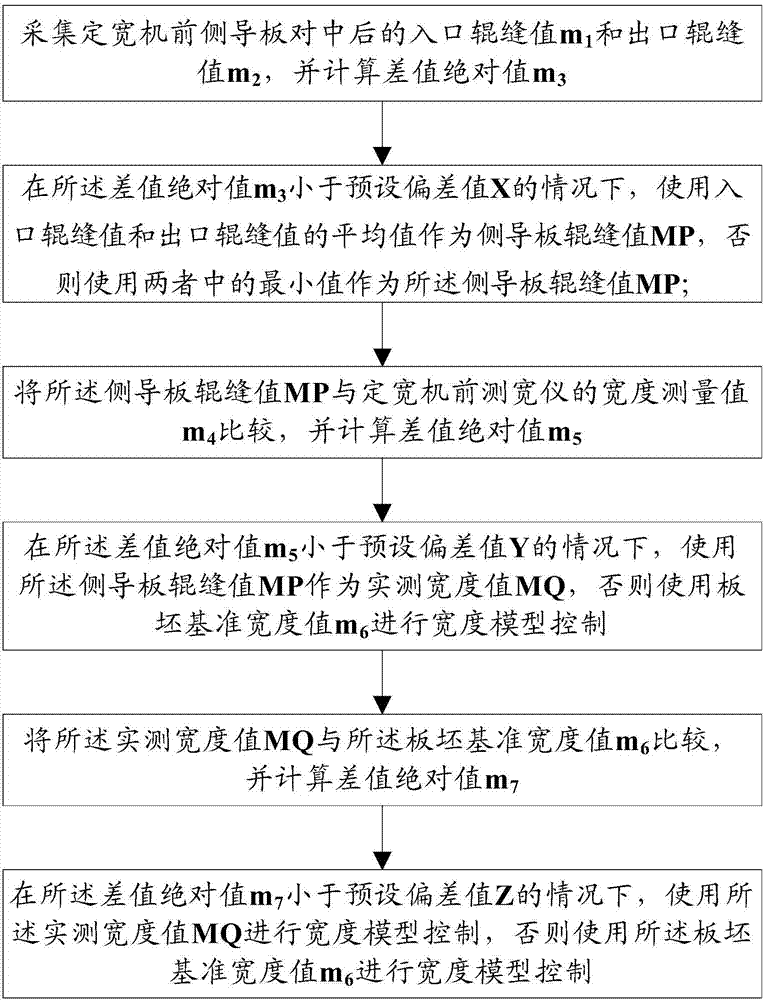
[0026] Collect the entrance roll gap value m after the front side guide plate of the sizing machine is centered 1 and exit roll gap value m 2 , and calculate the difference between the two, and further calculate the absolute value of the difference m 3 ;
[0027] In the absol...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More