


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Preparation technology of engine support die casting
An engine bracket and preparation process technology, which is applied in the field of engine bracket preparation, can solve the problems of complex structure, no development and production, and high internal quality requirements, and achieves the effects of improving the service life and improving the qualification rate.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
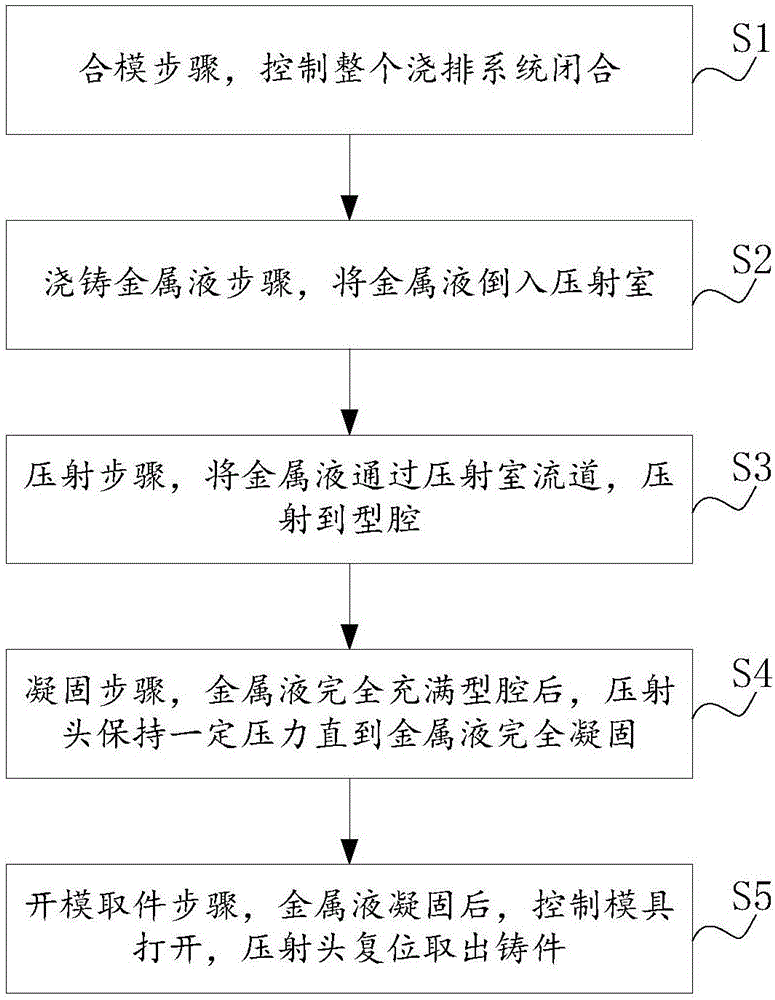
[0027] see figure 1 , the invention discloses a preparation process of an engine bracket die-casting, the preparation process comprising:
[0028] Step S1, the mold closing step, controls the closure of the entire pouring system (DCC500 die-casting machine);
[0029] Step S2, the step of casting the molten metal, pouring the molten metal into the injection chamber (the temperature of the molten aluminum is 640±20°C);
[0030] Step S3, the injection step, the metal liquid is injected into the cavity through the flow channel of the injection chamber (the injection speed is 2 blocks 7.5 / (12±1) circles and the pressurization speed is 5 / (12±1) circles);
[0031] Step S4, solidification step, after the molten metal completely fills the mold cavity, the injection head maintains a certain pressure until the molten metal is completely solidified (the thickness of the cake is 20±5mm);
[0032] Step S5, the step of opening the mold and taking out the parts. After the molten metal is so...
Embodiment 2
[0034] A process for preparing an engine bracket die-casting, the process comprising:
[0035] Step S1, the mold closing step, controls the closure of the entire pouring system;
[0036] Step S2, the step of casting the molten metal, pouring the molten metal into the injection chamber;
[0037] Step S3, the injection step, injecting the molten metal into the mold cavity through the flow channel of the injection chamber;
[0038] Step S4, solidification step, after the molten metal completely fills the mold cavity, the injection head maintains a certain pressure until the molten metal is completely solidified;
[0039] Step S5 , the step of opening the mold and taking out the parts. After the molten metal solidifies, the mold is controlled to open, and the injection head is reset to take out the casting.
[0040] In summary, the engine bracket die-casting preparation process proposed by the present invention can improve the yield of die-castings and increase the life of the d...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com