

Method for processing threads on ends of stainless steel bar
A technology of stainless steel and thread, which is applied in the field of thread processing at the end of stainless steel bars. It can solve the problems of different strength and performance of stainless steel bars, no thread processing, and thread processing of stainless steel bars. It is easy to popularize and apply, and the steps are simple and reliable.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0021] Materials to be processed: S25 stainless steel bars:
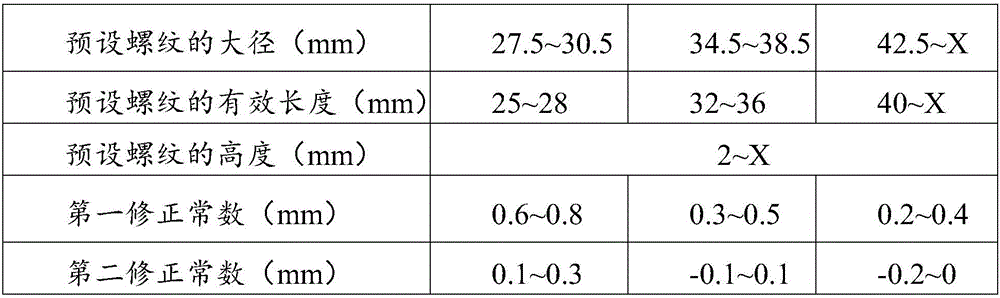
[0022] Preset thread parameters: The major diameter of the preset thread is 27.5mm, the effective length of the preset thread is 25mm, and the height of the preset thread is 2mm
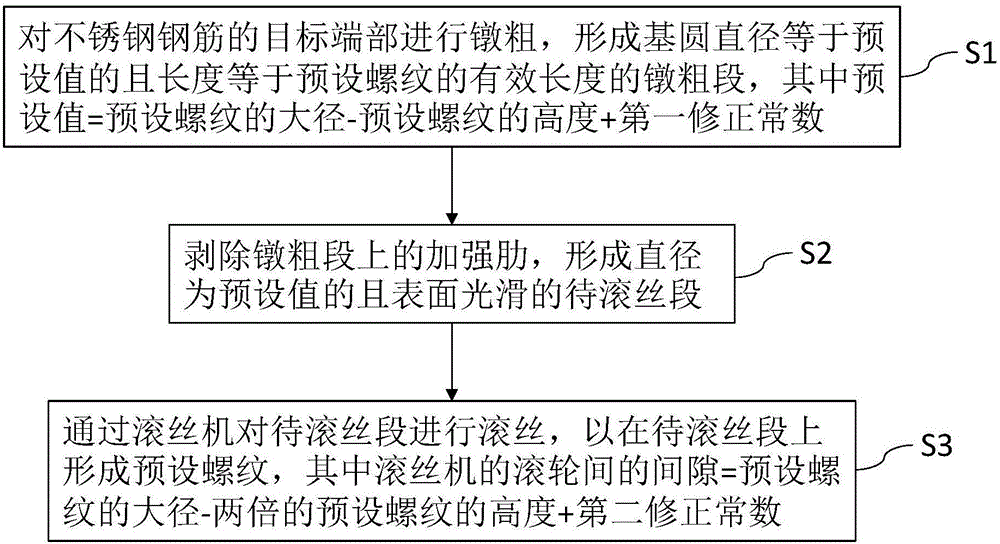
[0023] Calculation formula and related correction knowledge: preset value = major diameter of preset thread - height of preset thread + first correction constant, wherein the first correction constant is 0.7mm; gap between rollers of thread rolling machine = preset The major diameter of the thread - twice the height of the preset thread + a second correction constant, wherein the second correction constant is 0.2mm.
[0024] The method of threading the end of the stainless steel bar of S25 specification is:
[0025] Upsetting step: Calculate the base circle diameter according to the calculation formula of "preset value = major diameter of preset thread - height of preset thread + first correction constant", that is, 27.5-2+0.7=26.2 mm, a...
Embodiment 2
[0029] Materials to be processed: S28 stainless steel bars:
[0030] Preset thread parameters: The major diameter of the preset thread is 30.5mm, the effective length of the preset thread is 28mm, and the height of the preset thread is 2mm
[0031]Calculation formula and related correction knowledge: preset value = major diameter of preset thread - height of preset thread + first correction constant, wherein the first correction constant is 0.7mm; gap between rollers of thread rolling machine = preset The major diameter of the thread - twice the height of the preset thread + the second correction constant, the second correction constant is 0.2 mm.
[0032] The method of threading the end of the stainless steel bar of S28 specification is:
[0033] Upsetting step: Calculate the base circle diameter according to the calculation formula of "preset value = major diameter of preset thread - height of preset thread + first correction constant", that is, 30.5-2+0.7=29.2 mm, and the...
Embodiment 3
[0037] Materials to be processed: S32 stainless steel bars
[0038] Preset thread parameters: The major diameter of the preset thread is 34.5mm, the effective length of the preset thread is 32mm, and the height of the preset thread is 2mm
[0039] Calculation formula and related correction knowledge: preset value = major diameter of preset thread - height of preset thread + first correction constant, wherein the first correction constant is 0.4mm; gap between rollers of thread rolling machine = preset The major diameter of the thread - twice the height of the preset thread + the second correction constant, the second correction constant is 0mm.
[0040] The method of threading the end of the stainless steel bar of S32 specification is:
[0041] Upsetting step: calculate the base circle diameter according to the calculation formula of "preset value = major diameter of preset thread - height of preset thread + first correction constant", that is, 34.5-2+0.4=32.9 mm, and then u...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
| height | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More