

A method of asynchronous roll shifting control for work rolls in downstream stands of hot continuous rolling
A control method and work roll technology, which is applied in the roll shifting control of downstream stands of hot continuous rolling and finishing rolling, and in the field of strip rolling, can solve the problems of overall stability, fluctuation, and stability of unfavorable product control indicators, etc. To achieve the effect of optimizing convexity and wedge index, suppressing wedge and deviation, and avoiding the superposition of severe wear area
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
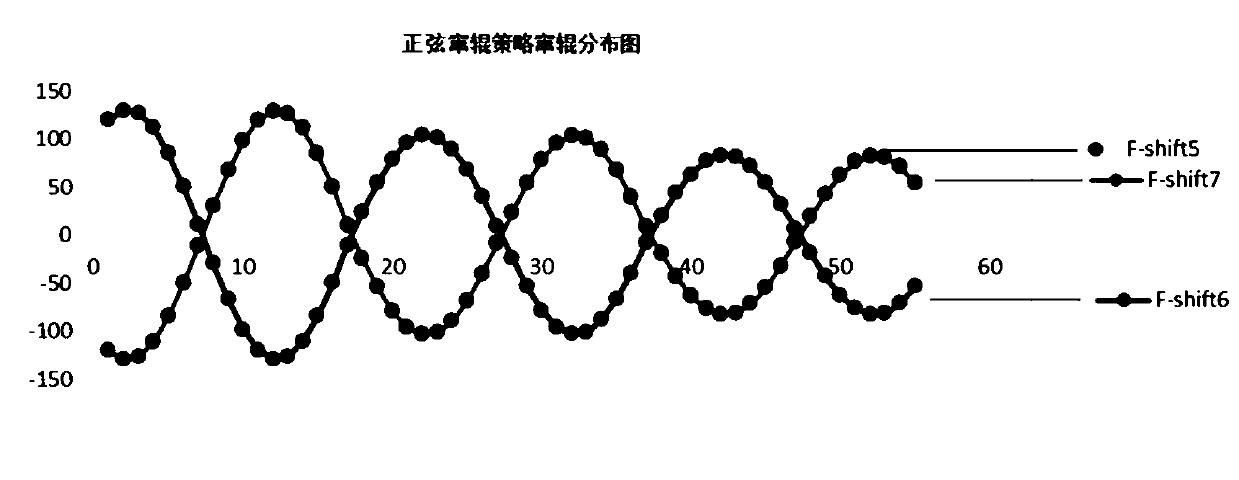
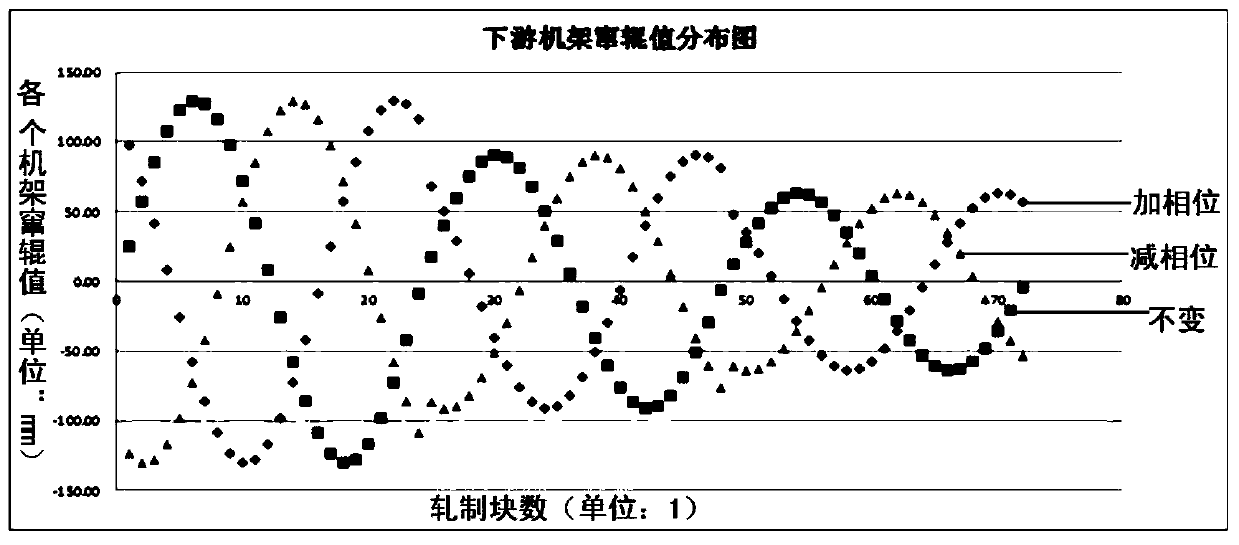
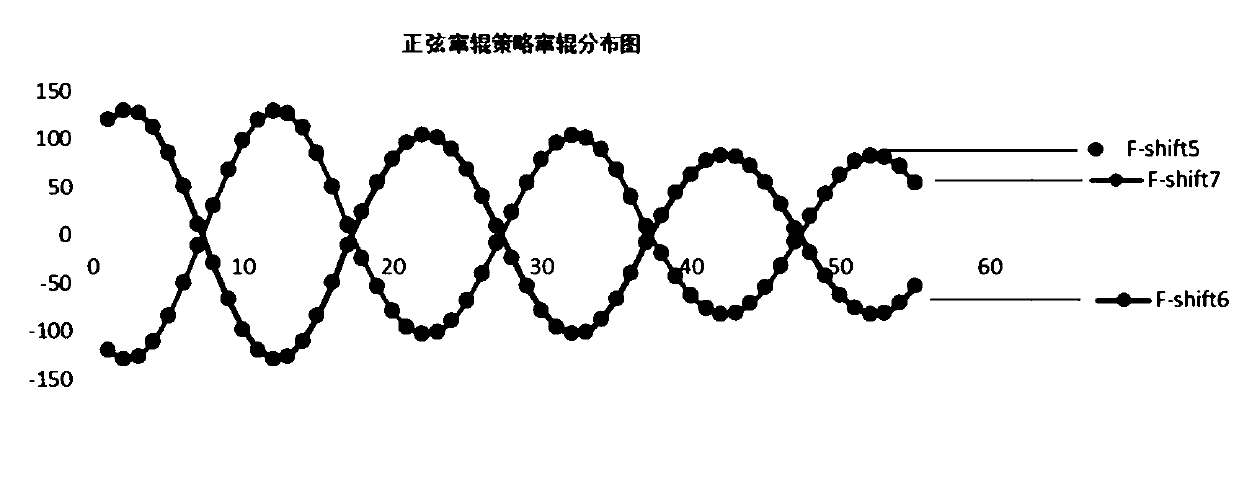
[0039] In order to understand the present invention in depth, taking the most advanced single-period variable-step roll shifting strategy (also known as sinusoidal roll shifting strategy) as an example, how to perform asynchronous operation between downstream racks is specifically described.
[0040] Such as figure 1 - figure 2 As shown, the method of the present invention includes the asynchronous coefficient q, the number of asynchronous blocks t, and the number of rolled blocks in the first cycle t 0 and maximum roll shifting stroke L m Four parameters.
[0041] Among them, q is an asynchronous coefficient, which is used to represent the degree of asynchrony between each rack, and the unit is 1;
[0042] t is the number of asynchronous blocks, which is used to implement the value of asynchronous phase into the roll shifting function, and the unit is 1;
[0043] t 0 is the number of rolling blocks in the first roll shifting cycle, the unit is 1;
[0044] L m is the m...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More