

A kind of laser welding method of titanium alloy interlayer brazing plate
A laser welding and titanium alloy technology, which is applied in laser welding equipment, welding equipment, metal processing equipment, etc., can solve the problems affecting the integrity of the overall structure, poor fatigue performance of the overall structure, etc., and achieve the optimization of laser welding process, weld seam Well-organized, quality-enhancing effects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
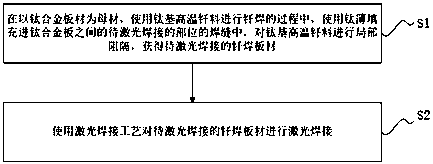
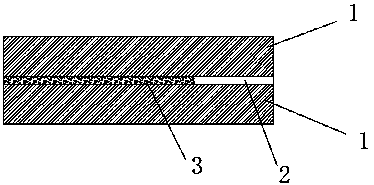
[0042] In the first step, 1.0mm thick TC4 titanium alloy plate 1 is used as the upper and lower skin brazing base materials, and titanium-based high-temperature solder 3 is selected as the connecting solder between the double-layer plates, preferably Ti-15Cu-25Ni . Cut the TC1 titanium alloy strip 2 with a thickness of 0.05mm into a long strip with a width of 5mm, and set it at the welding seam position, such as image 3 shown. After the setting is completed, it is heated in a vacuum furnace to melt the solder, and the upper and lower layers of base metal are connected together to form a double-layer brazing sheet.
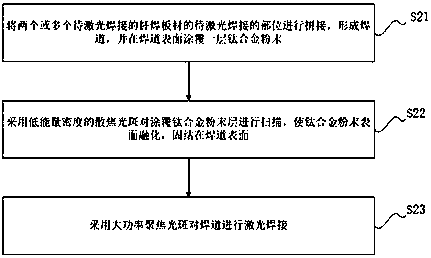
[0043] In the second step, after two or more double-layer brazing sheets are formed, when they are spliced into a whole by laser welding, firstly, a layer of titanium alloy powder 5 with a composition of TC4 is coated on the surface of the welding bead, and the powder composition is TC4 titanium alloy powder, BaF 2 , NaF 2 Mix according to the mass ratio of ...
Embodiment 2
[0045] In the first step, 1.0mm thick TC4 titanium alloy plate 1 is used as the upper and lower skin brazing base materials, and titanium-based high-temperature solder 3 is selected as the connecting solder between the double-layer plates, preferably Ti-15Cu-25Ni . Cut the TC1 titanium alloy strip 2 with a thickness of 0.05mm into a long strip with a width of 5mm, and set it at the welding seam position, such as image 3 shown. After the setting is completed, it is heated in a vacuum furnace to melt the solder, and the upper and lower layers of base metal are connected together to form a double-layer brazing sheet.
[0046] In the second step, after two or more double-layer brazing sheets are formed, when they are spliced into a whole by laser welding, firstly, a layer of titanium alloy powder 5 with a composition of TC4 is coated on the surface of the welding bead, and the powder composition is TC4 titanium alloy powder, BaF 2 , NaF 2 Mix according to the mass ratio of ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| width | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More