

Strip steel coiling thickness control method and device
A thickness control and strip steel technology, applied in the field of strip steel coiling, can solve the problems of tower shape, affecting the control accuracy of strip steel thickness, thinning of strip steel thickness, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
no. 1 example
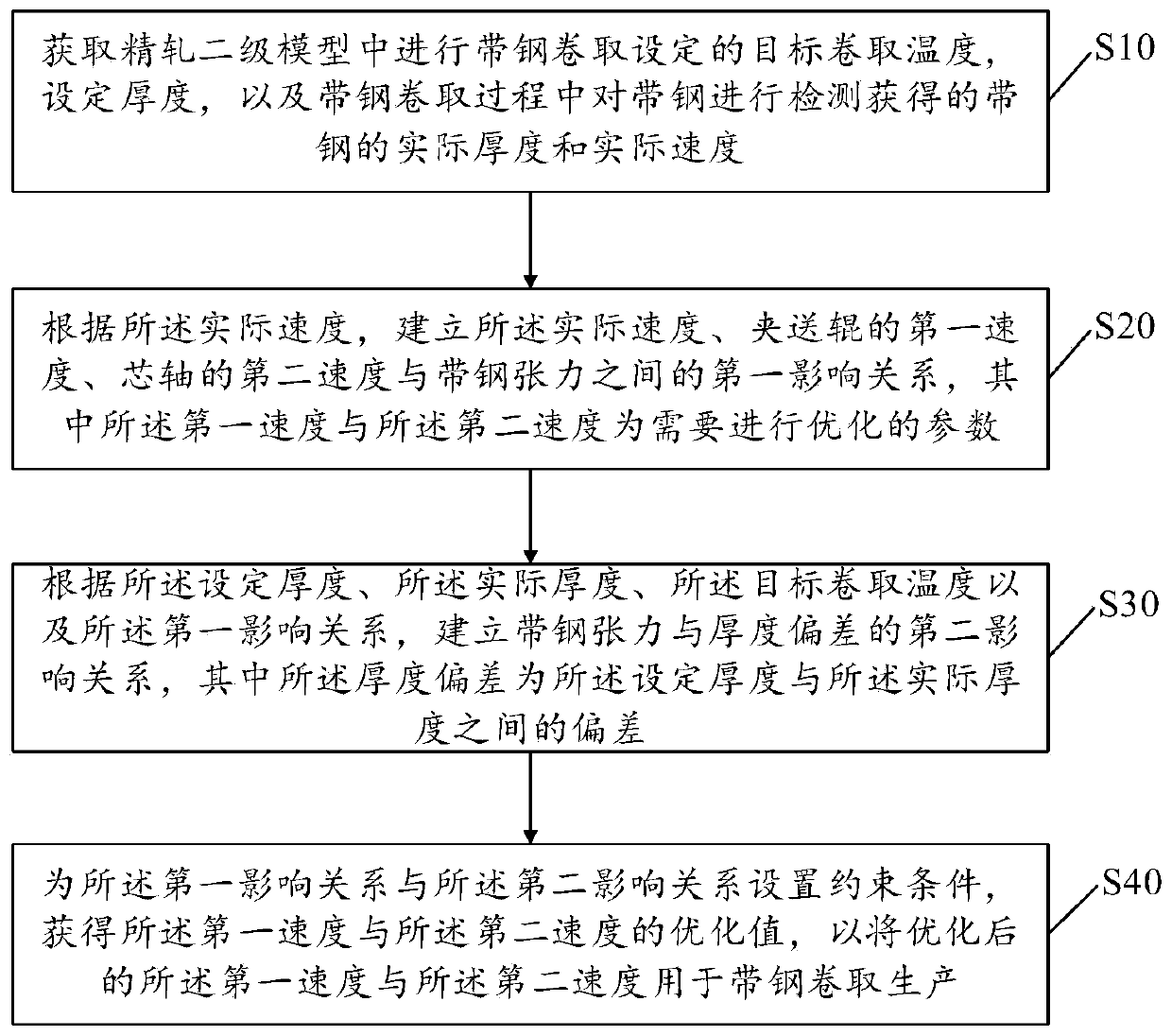
[0047] Please refer to figure 1 , figure 1 It shows a flow chart of the steps of a strip coil thickness control method provided in this embodiment, and the method includes:
[0048] Step S10: Obtain the target coiling temperature and set thickness for strip coiling setting in the secondary model of finishing rolling, as well as the actual thickness and actual speed of the strip obtained by detecting the strip during the strip coiling process;
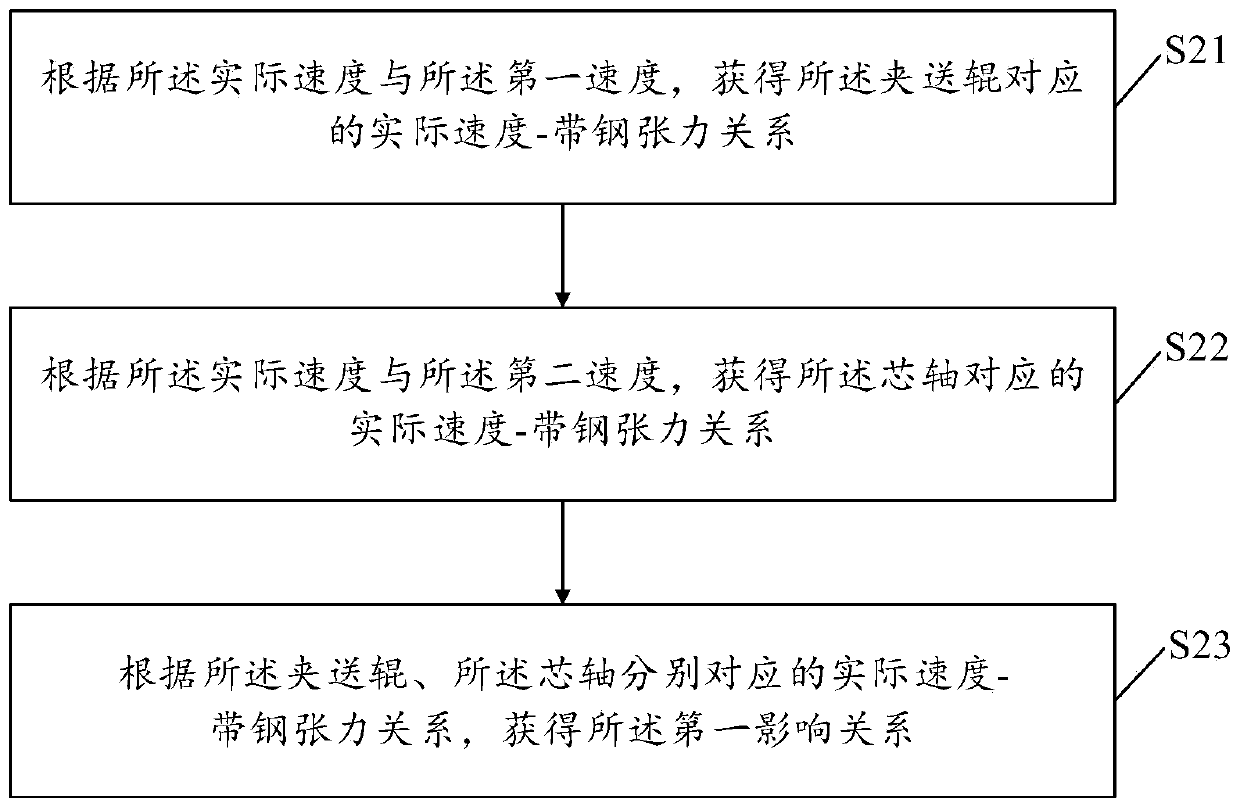
[0049] Step S20: According to the actual speed, establish a first influence relationship between the actual speed, the first speed of the pinch roller, the second speed of the mandrel and the tension of the strip steel, wherein the first speed is related to the The second speed is a parameter that needs to be optimized;
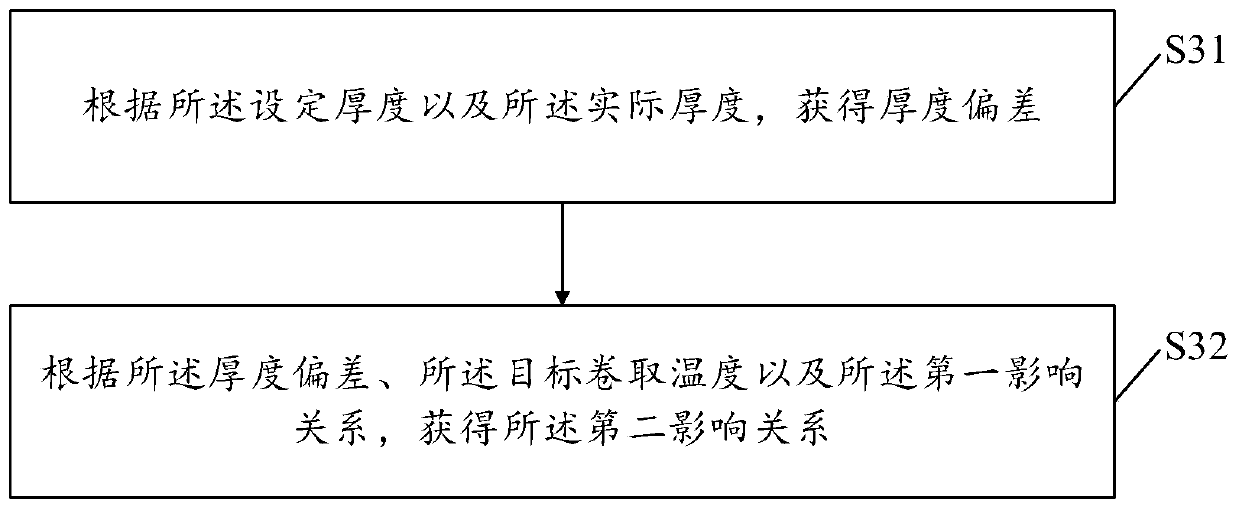
[0050] Step S30: According to the set thickness, the actual thickness, the target coiling temperature and the first influence relationship, establish a second influence relationship between the strip tension and the ...
no. 2 example
[0100] see Figure 4 , the present invention also provides a strip coiling thickness control device 400, the device 400 includes: an acquisition module, a first establishment module, a second establishment module and an acquisition module.
[0101] specific:
[0102] The obtaining module 401 is used to obtain the target coiling temperature and set thickness of the strip coiling set in the finish rolling secondary model, as well as the actual thickness and thickness of the strip obtained by detecting the strip during the strip coiling process. actual speed;
[0103] The first establishment module 402 is used to establish a first influence relationship among the actual speed, the first speed of the pinch roller, the second speed of the mandrel, and the strip tension according to the actual speed, wherein the first The first speed and the second speed are parameters that need to be optimized;
[0104] The second establishment module 403 is used to establish a second influence ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| yield strength | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More