Machining method of aspherical cylindrical mirror
A processing method and cylindrical mirror technology, applied in the direction of stone processing tools, stone processing equipment, work accessories, etc., can solve the problems of insufficient precision, low processing precision, limited processing range, etc., to ensure high precision and accurate distance. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
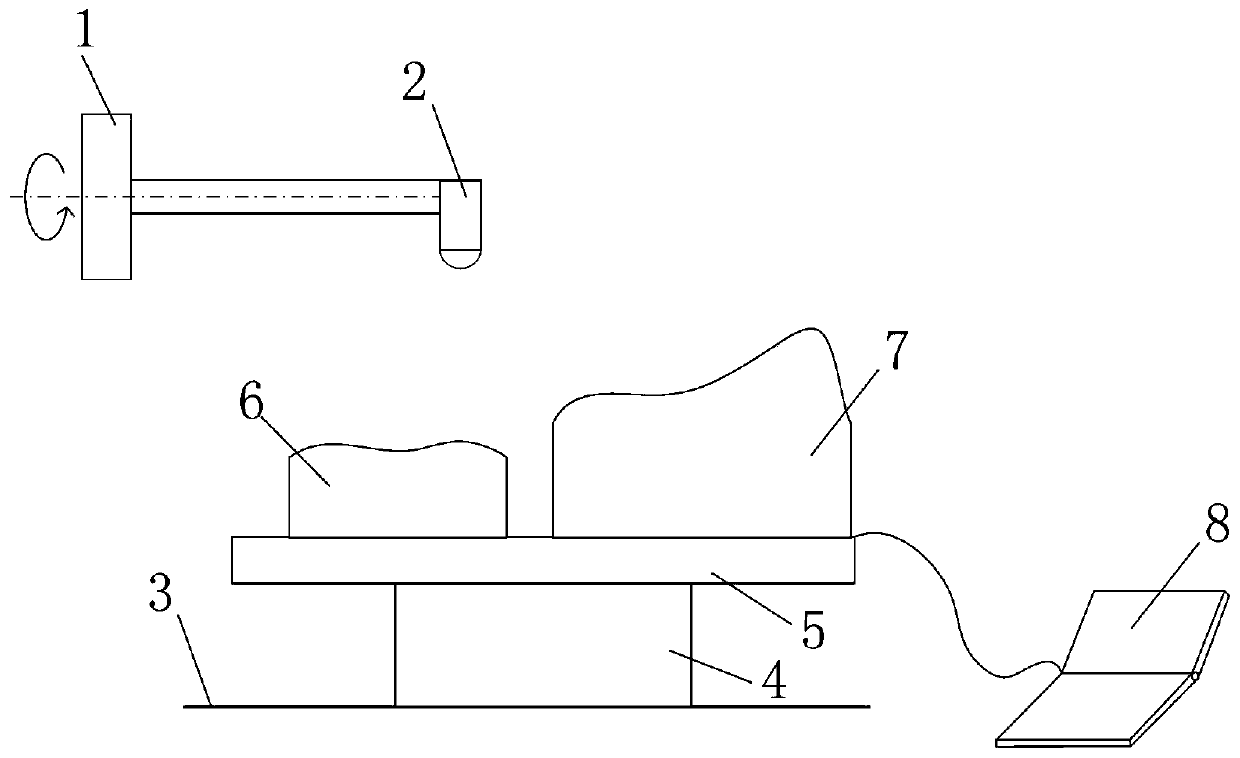
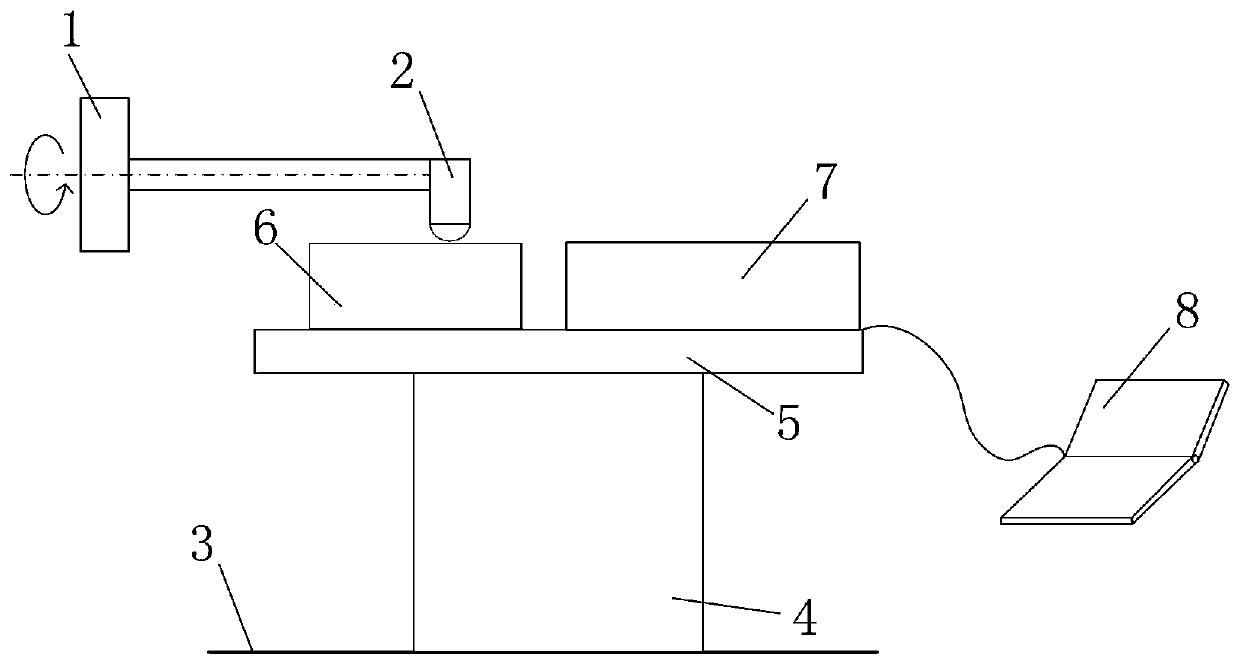
[0033] like Figure 1-Figure 5 As shown, the present embodiment provides a processing method of an aspheric cylindrical mirror, and the equipment used is a two-axis ultra-precision machine tool. The two-axis ultra-precision machine tool has two ultra-precision linear axes X-axis and Z-axis. Cutter 2 is installed on the machine tool spindle 1 of lathe, and the preferred cutter head of cutter 2 is the diamond cutter of circular arc in the present embodiment; Specifically comprises the following steps:
[0034] Step S01, such as figure 1 As shown, a rough adjustment displacement platform 4 and a fine adjustment displacement platform 5 are placed on the machine tool table 3, and the fine adjustment displacement platform 5 is placed on the coarse adjustment displacement platform 4. By making the lower surface of the coarse adjustment displacement platform 4 close to the upper surface of the machine tool table 3, and the lower surface of the fine adjustment displacement platform 5 ...
Embodiment 2
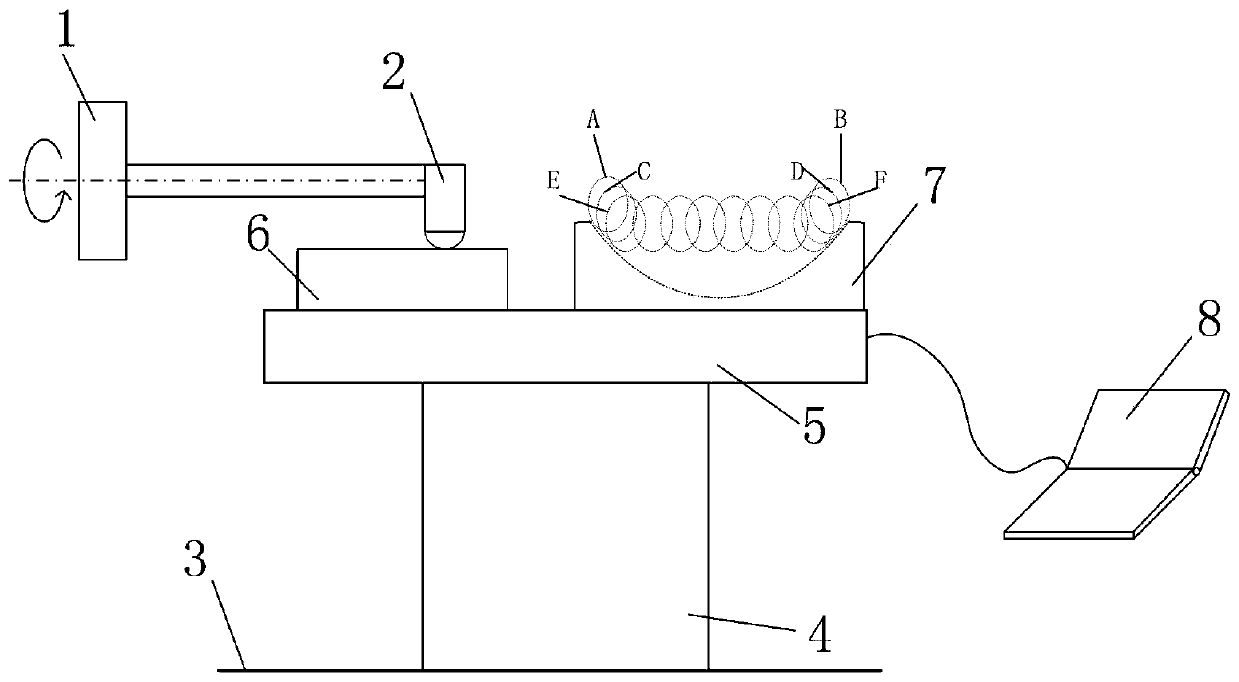
[0041] like Image 6 As shown, on the basis of the first embodiment, step S06 is further included, and step S01 to step S05 are repeated in the Z direction, so as to obtain the processing of the aspheric cylindrical mirror array.
[0042] Through the above method, not only the processing of the aspheric cylindrical mirror array with large depth-to-diameter ratio and processing depth greater than the Y-axis range is realized, but also the consistency of the array is high, so that a high-precision aspheric cylindrical mirror array can be obtained.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More