

Control method for nonlinear error between five-axis machining tool nose point and tool axis direction
A technology of nonlinear error and control method, applied in the direction of digital control, program control, computer control, etc., can solve the problems of processing efficiency loss, ignoring speed planning, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0105] In order to further understand the invention content, characteristics and effects of the present invention, the following embodiments are enumerated hereby, and detailed descriptions are as follows in conjunction with the accompanying drawings:
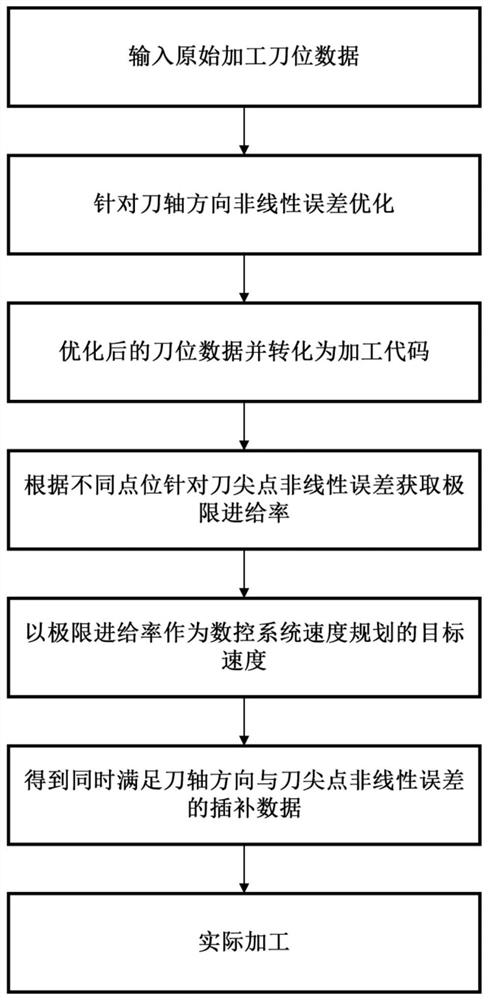
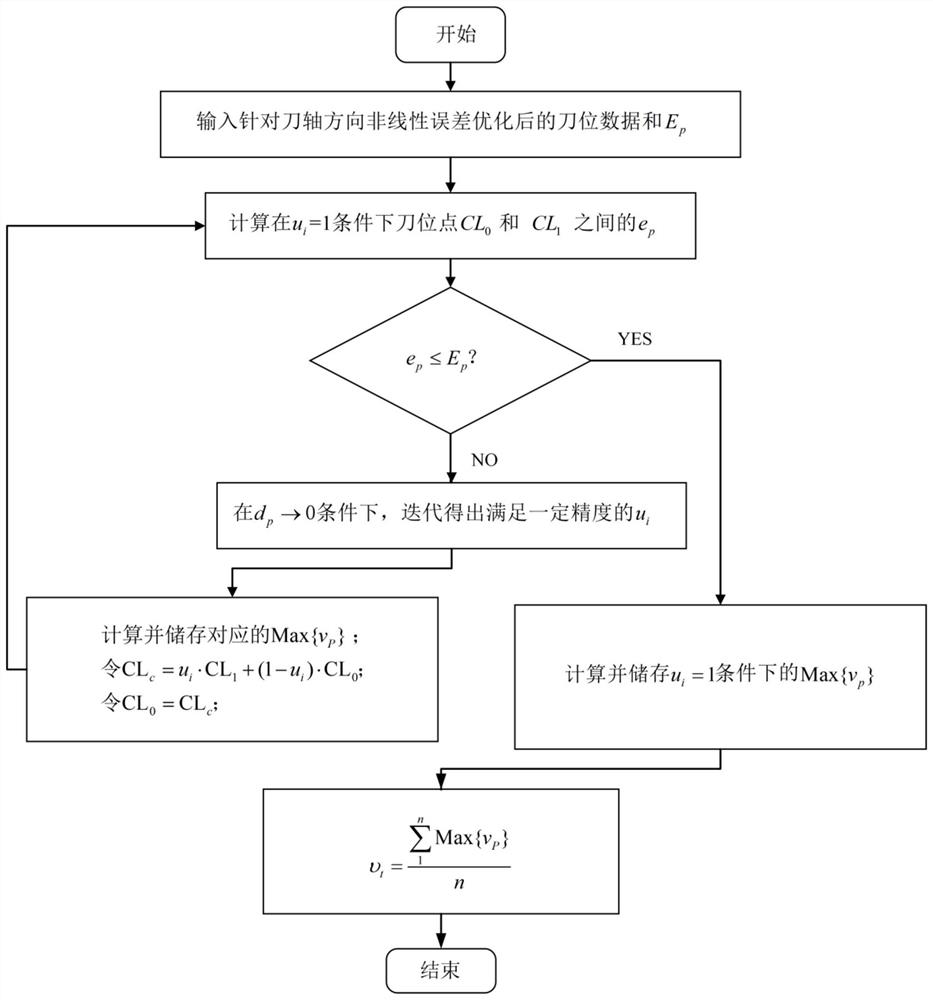
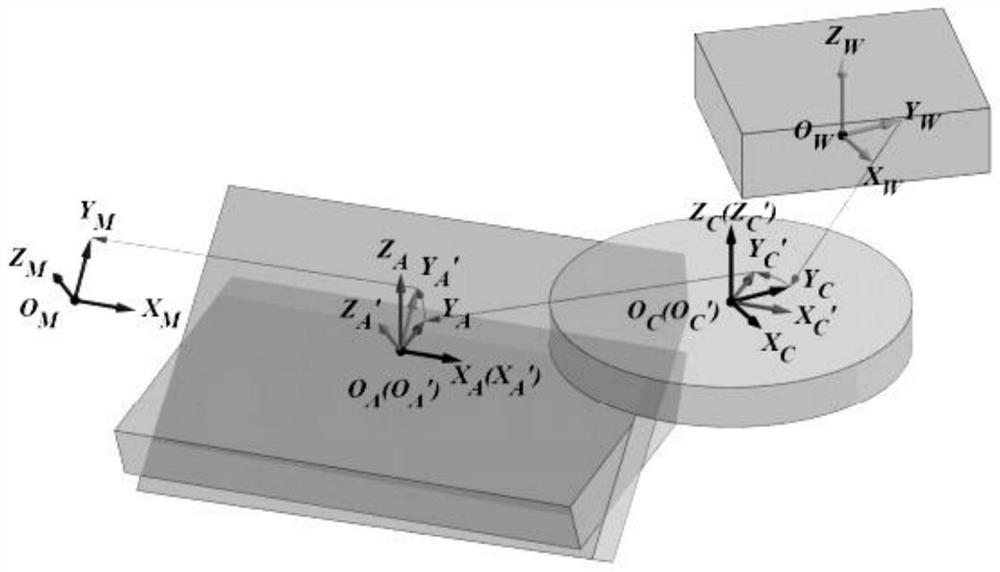
[0106] See Figure 1 to Figure 7 , a control method for the nonlinear error between the tool tip point and the tool axis direction in five-axis machining, the tool axis instruction path is obtained from the original machining tool position data, the ideal path of the tool axis is obtained based on the shortest path principle, and the tool axis instruction path and the tool axis direction are combined The deviation between the ideal paths of the axes is regarded as the nonlinear error of the tool axis; the nonlinear error of the tool axis is compensated to correct the original machining tool position data; the corrected machining tool position data is converted into a machining code; the machine tool coordinate system is obtained...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More