

Vacuum electron beam welding method for thin-walled titanium alloy assembly
A technology of vacuum electron beam welding and vacuum electron beam, applied in electron beam welding equipment, welding equipment, metal processing equipment and other directions, can solve the problems of low qualification rate, high requirements on the coaxiality of parts, and difficult process technology.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0043] The material used for the welding test is a TC11 thin plate with a thickness of 2.0mm, and its chemical composition is shown in Table 1:
[0044] alloy element,%
Impurities, %, not greater than
Al
Mo
Zr
Si
Ti
Fe
C
N
H
O
sum of other
5.8~7.0
2.8~3.8
0.8~2.0
0.20~0.35
margin
0.25
0.10
0.05
0.012
0.15
0.3
[0045] The welding test equipment is KS120-G300KM vacuum electron beam welding machine: high voltage 90-150KV, with 16 kinds of waveforms, and a large frequency modulation range.
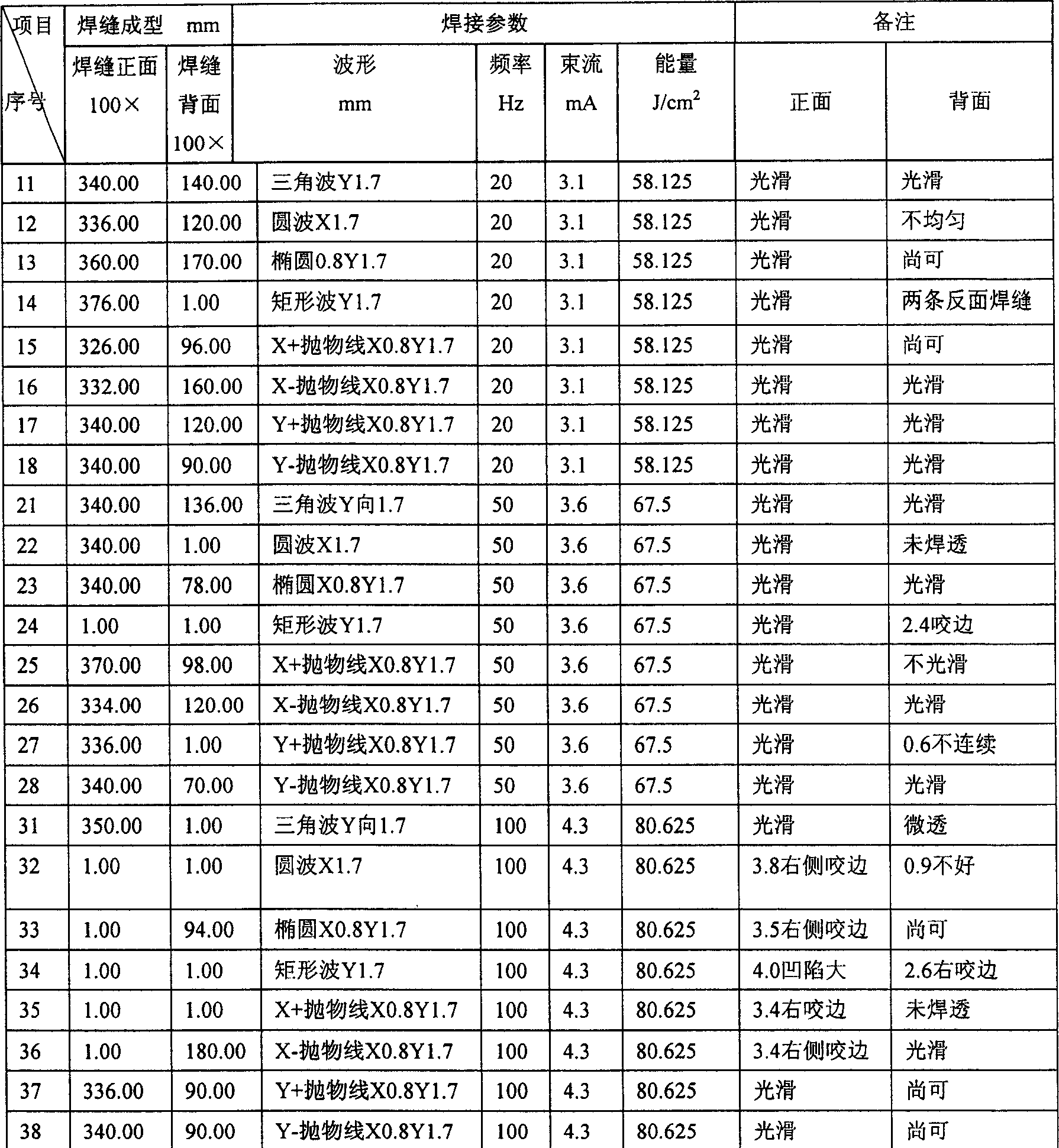
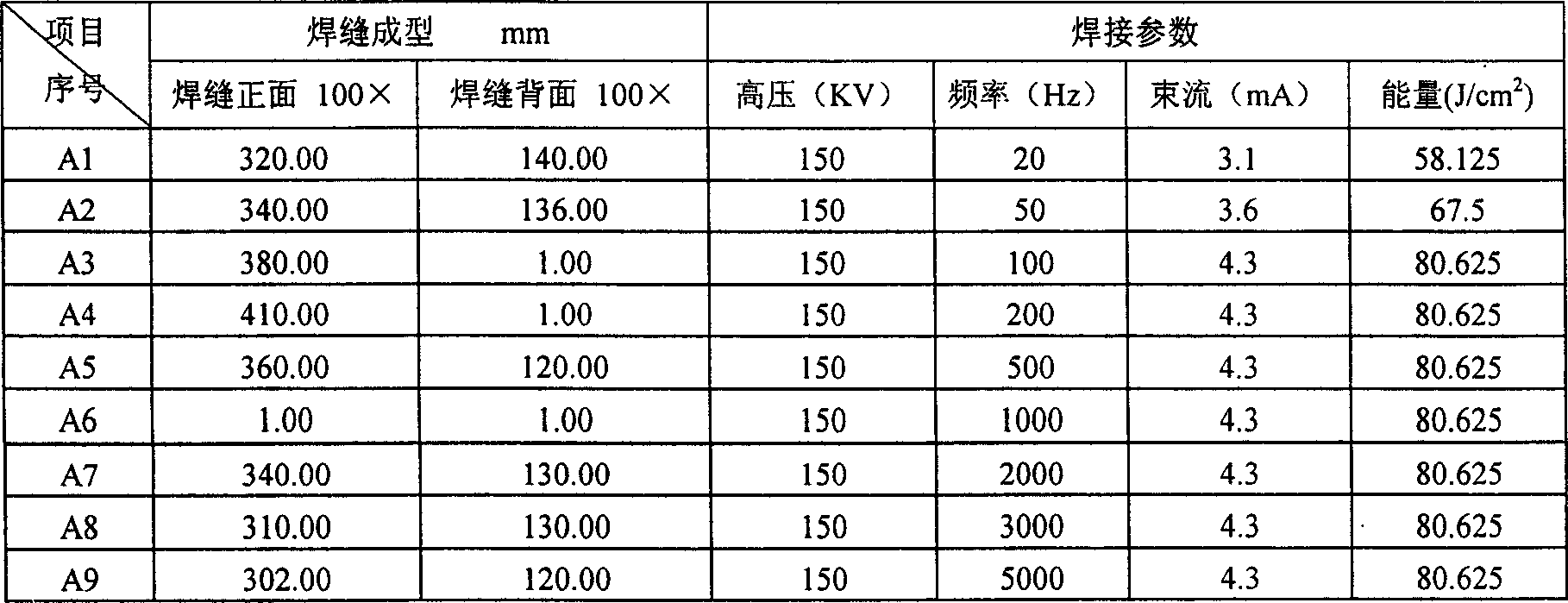
[0046] A large number of tests have been carried out by using different welding parameter combinations for TC11 plates with the same thickness and the same state. Some data are shown in Table 2 and Table 3.
[0047] Table 2150KV same frequency variable waveform welding parameter table
[0048]
[0049] Table 3 Triangular wave acceleration volta...
Embodiment 2
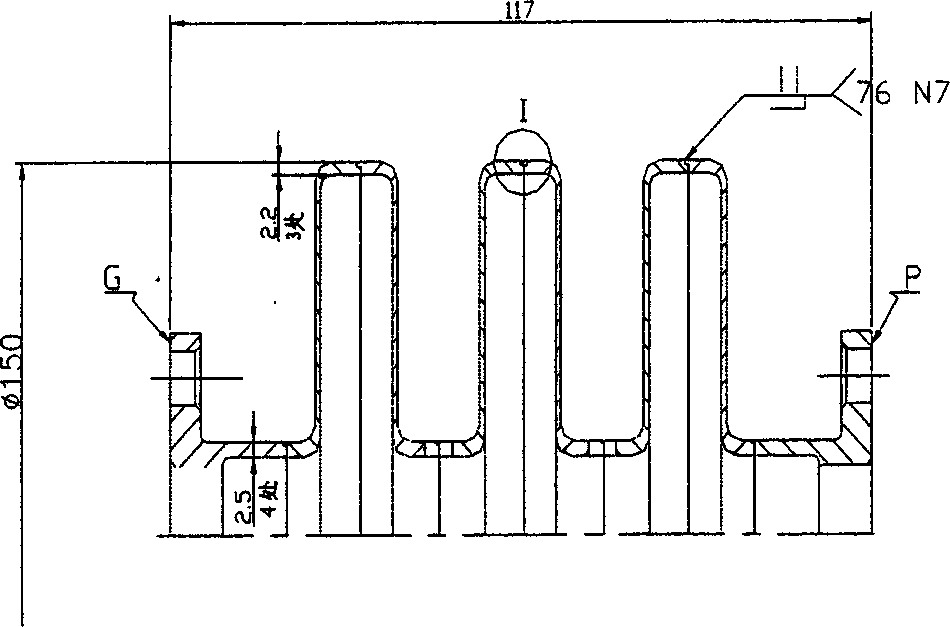
[0053] Welding of aircraft engine bellows, bellows structure see figure 1 , Assemble the single box of the same group on the single box welding tool, check the assembly quality, and after confirming that it is correct, vacuumize to 2×10 -2 Above Pa, tack welding is performed first, then seal welding, then penetration welding, and finally finishing welding. The welding parameters are shown in Table 4. Out of the warehouse, the appearance inspection of the weld seam (the inner cavity can be carried out with the help of a lens), and the welding of the next single piece is carried out after passing the standard. Each set of bellows components has three single boxes.
[0054] Table 4 Diaphragm assembly single box (Φ150) vacuum electron beam welding parameter list
[0055]
[0056] Assemble the three single boxes and two flanges that are qualified for welding, and vacuumize to 2×10 -2 Above Pa, tack welding is performed first, then seal welding, then penetration welding, and f...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Wall thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More