

Press die, drawing method, and pressed product
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
example
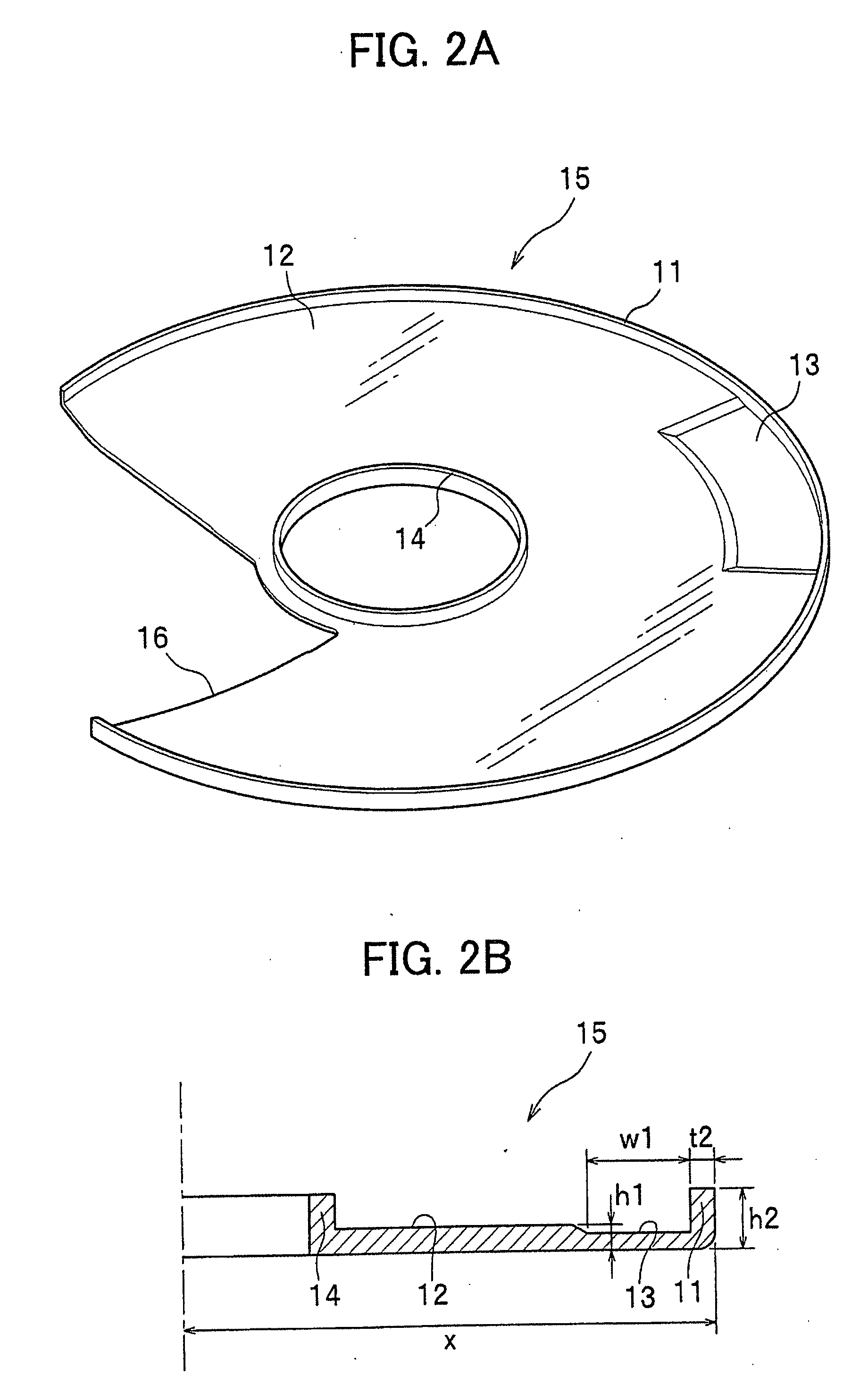
[0061]A result of a demonstration experiment regarding an enhancement in quality of the pressed product 15 molded by the press die 1 and the drawing method according to the present invention will be described.
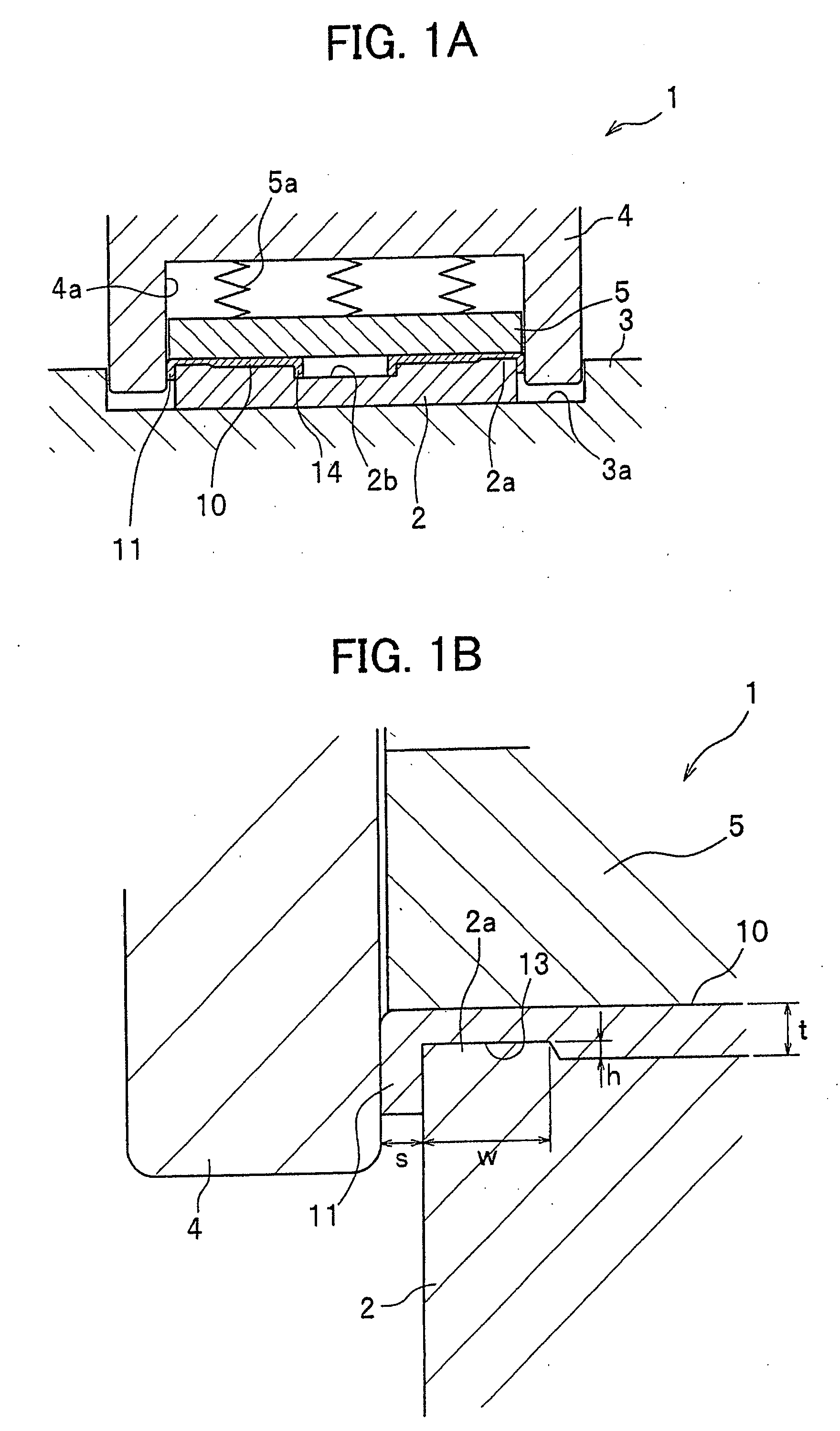
[0062]In this demonstration experiment, drawing was performed under a condition that the clearance s between the die 2 and the punch 4 was varied, and warpage in the flat portion 12 of pressed products was measured to thereby demonstrate the quality enhancement effect (reduction of an amount of the warpage in the flat portion 12) based on the drawing method of using the press die 1 according to the present invention.
[0063]In this demonstration experiment, the metal plate 10 (stainless steel SUS 304-SP) having a thickness of 0.15 mm was used. The state of warpage in the flat portion 12 was measured for and compared with each of two cases where the clearances s between the die 2 and the punch 4 were set to 100% (s=0.15 mm) of the thickness t of the metal plate 10 and 90% (s=0.135...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Fraction | aaaaa | aaaaa |
| Fraction | aaaaa | aaaaa |
| Fraction | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More