

Figured plate rolling arrangement roller mode and its figured plate rolling method
A patterned roll and patterned plate technology, which is applied in the direction of rolling force/roll gap control, roll, metal rolling, etc., can solve problems such as unstable quality, roll peeling, and large limitations, so as to achieve easy mastery and avoid roll peeling , easy to select the effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
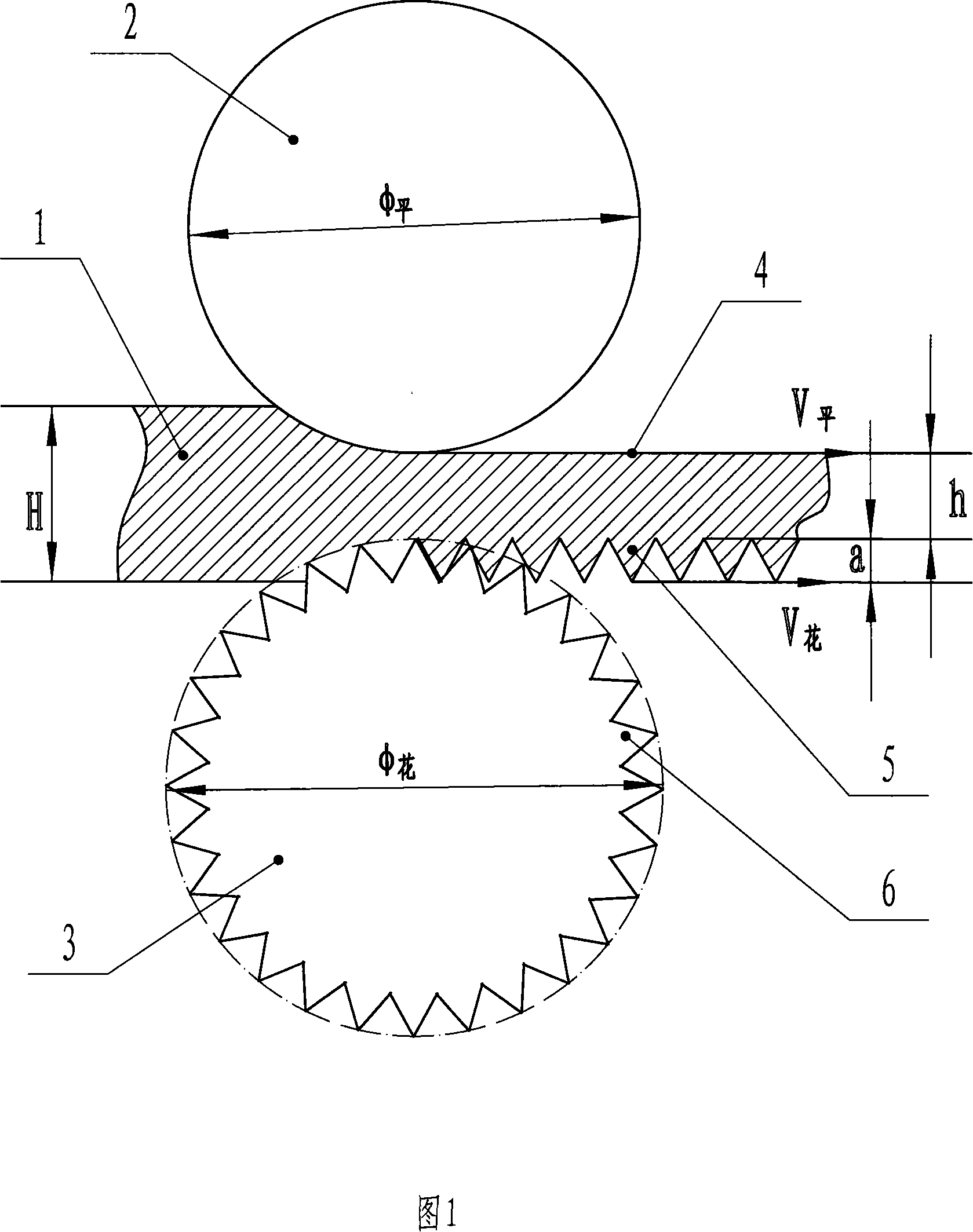
[0036] In this embodiment, the pattern plate 4 made of Q235A is rolled, the thickness h of the substrate is 1.5 mm, the bean height a of the pattern 5 is 0.3 mm, and the diameter of the flat roll 2 is Φ 平 is 600mm, the front slip value f of the flat roller 平 is 0.5mm, the diameter of pattern roller 3 is
[0037] Φ 花 = Φ 平 +2×a+f 平 =600+2×0.3+0.5=601.1mm
[0038] What this embodiment adopts is hot continuous rolling mill rolling, adopts above-mentioned flat roll and pattern roll, and pattern roll is arranged under the flat roll, pattern plate rolling pressure is 1100t, rolling mill motor power 4500KW. The checkered plate rolling method step of the present embodiment is as follows:
[0039] (1) Heating continuous casting slab
[0040] The thickness of the slab is 210mm, the heating temperature is 1250°C, and the dwelling time is 180 minutes;
[0041] (2) Rough rolling
[0042] Exit thickness is 35mm, descaling is four steps, rough rolling exit temperature is 1140℃
[00...
Embodiment 2
[0048] In this embodiment, the patterned plate 4 whose material is Q195A is rolled, the thickness h of the substrate is 2.35 mm, the bean height a of the pattern 5 is 0.5 mm, and the diameter of the flat roll 2 is Φ 平 is 600mm, the front slip value f of the flat roller 平 is 0.5mm, the diameter of pattern roller 3 is
[0049] Φ 花 =600+2×0.5+0.5=601.5mm
[0050] What this embodiment adopts is hot continuous rolling mill rolling, the patterned roller is arranged under the flat roller, the rolling pressure of the patterned plate is 1100t, and the motor power of the rolling mill is 4500KW; The drop rate is 11%, the finish rolling temperature is 880°C, and the groove depth of the new patterned roll is 4mm.
Embodiment 3
[0052] What is rolled in this embodiment is the checkered plate 4 whose material is Q215A, the thickness h of the base plate is 2.75mm, the bean height a of the checkered pattern 5 is 0.6mm, and the diameter of the flat roll 2 is Φ 平 is 600mm, the front slip value f of the flat roller 平 is 0.5mm, the diameter of pattern roller 3 is
[0053] Φ 花 =600+2×0.6+0.5=601.7mm
[0054] What this embodiment adopts is hot continuous rolling mill rolling, the patterned roller is arranged under the flat roller, the rolling pressure of the patterned plate is 1100t, and the motor power of the rolling mill is 4500KW; The down rate is 13%, the final rolling temperature is 880°C, and the groove depth of the new patterned roll is 4mm.
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More