

Working roll consideration to strip steel convexity, edge drop control and abrasion control and using method
A wear control and strip crown technology, applied in the direction of manufacturing tools, profile control, rolls, etc., can solve the problem of no crown control function, improve the stability control effect, facilitate the popularization and application, and improve the non-oriented silicon steel crown. The effect of degree control
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach 1
[0043] This embodiment provides a work roll that is used when rolling 2.3mm×1050mm low-grade non-oriented silicon steel with a 1700 hot continuous rolling mill, taking into account strip crown, edge drop control and wear control.
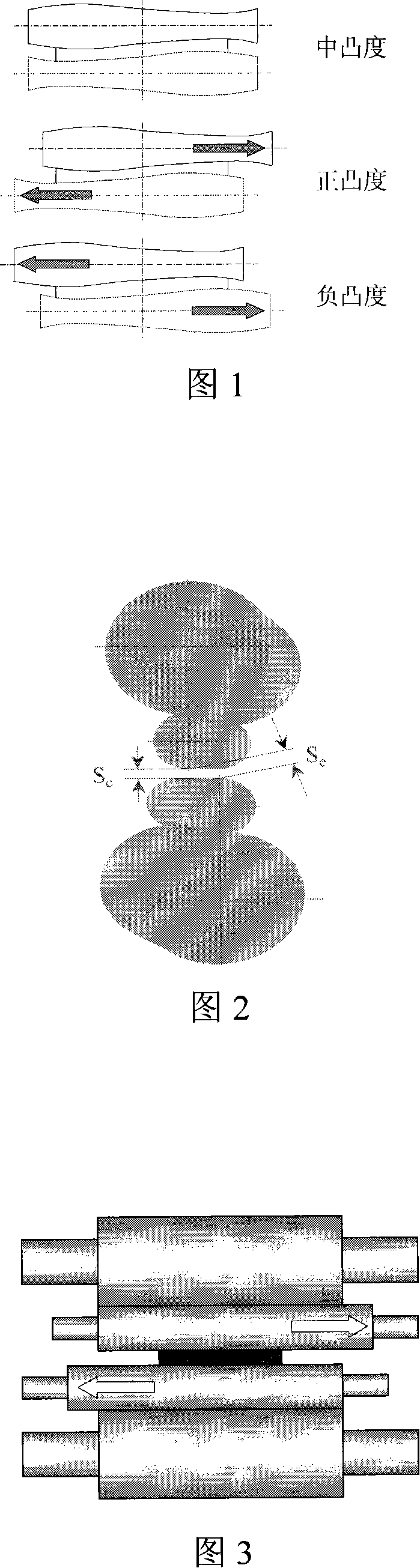
[0044] 1700 hot continuous rolling mill F5 stand has a work roll body length of 2000mm and a roll body diameter range of 760mm to 700mm. The roll shape curves of the upper and lower work rolls are the same, but they are placed at an opposite angle of 180°. We call it ASR-Y here. (asymmetry self-compensating work rolls for Yrolling campaign) asymmetric self-compensating work rolls.
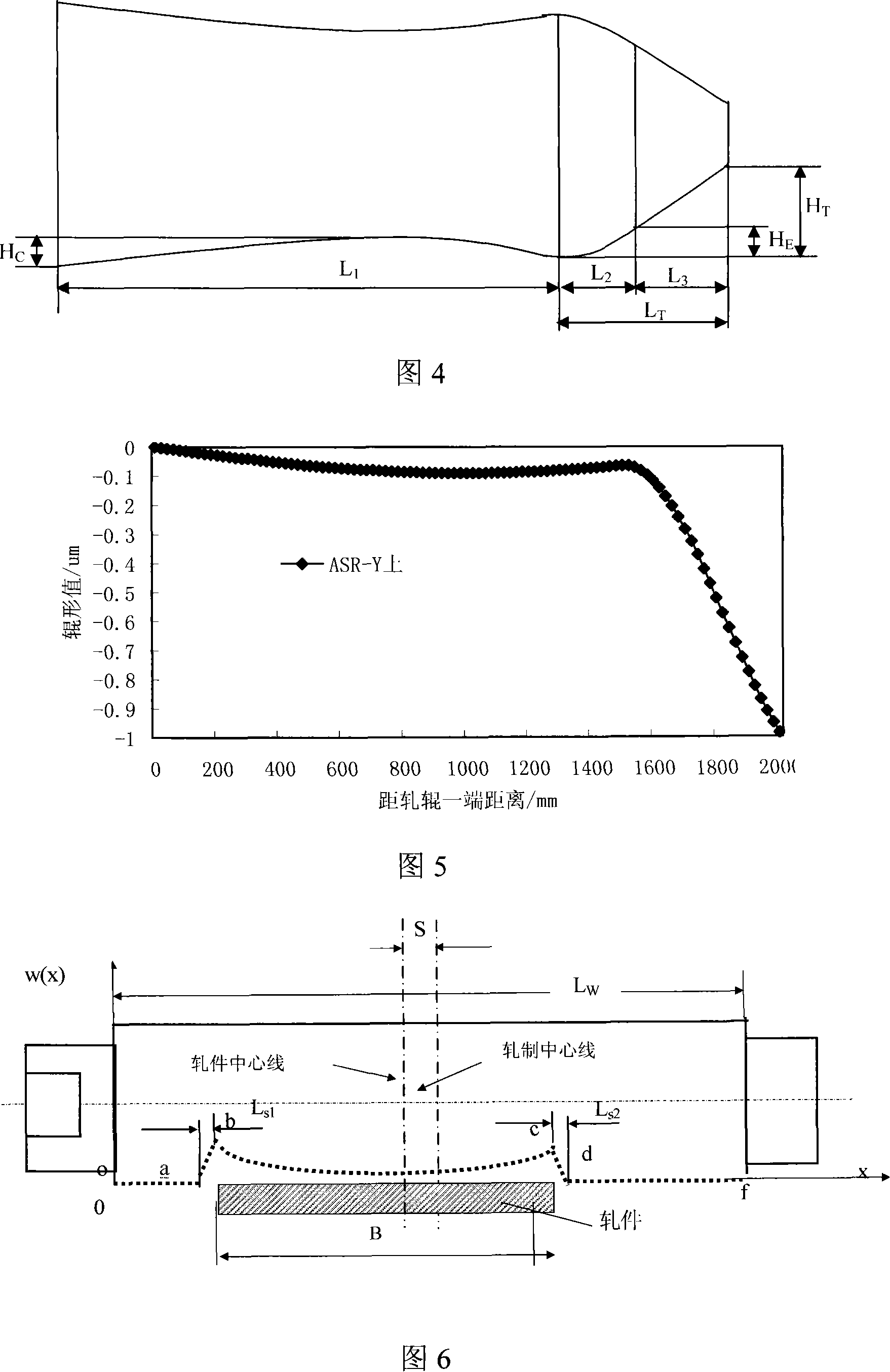
[0045] The above work roll is taken as an example. The ASR-Y upper work roll is composed of three parts according to the length direction, that is, the length of the crown control section L 1 , edge drop and wear control section length L 2 , the length of the structural process section L 3 (refer to Figure 4);
[0046] The equations for determining the roll curves of ...
specific Embodiment approach 2
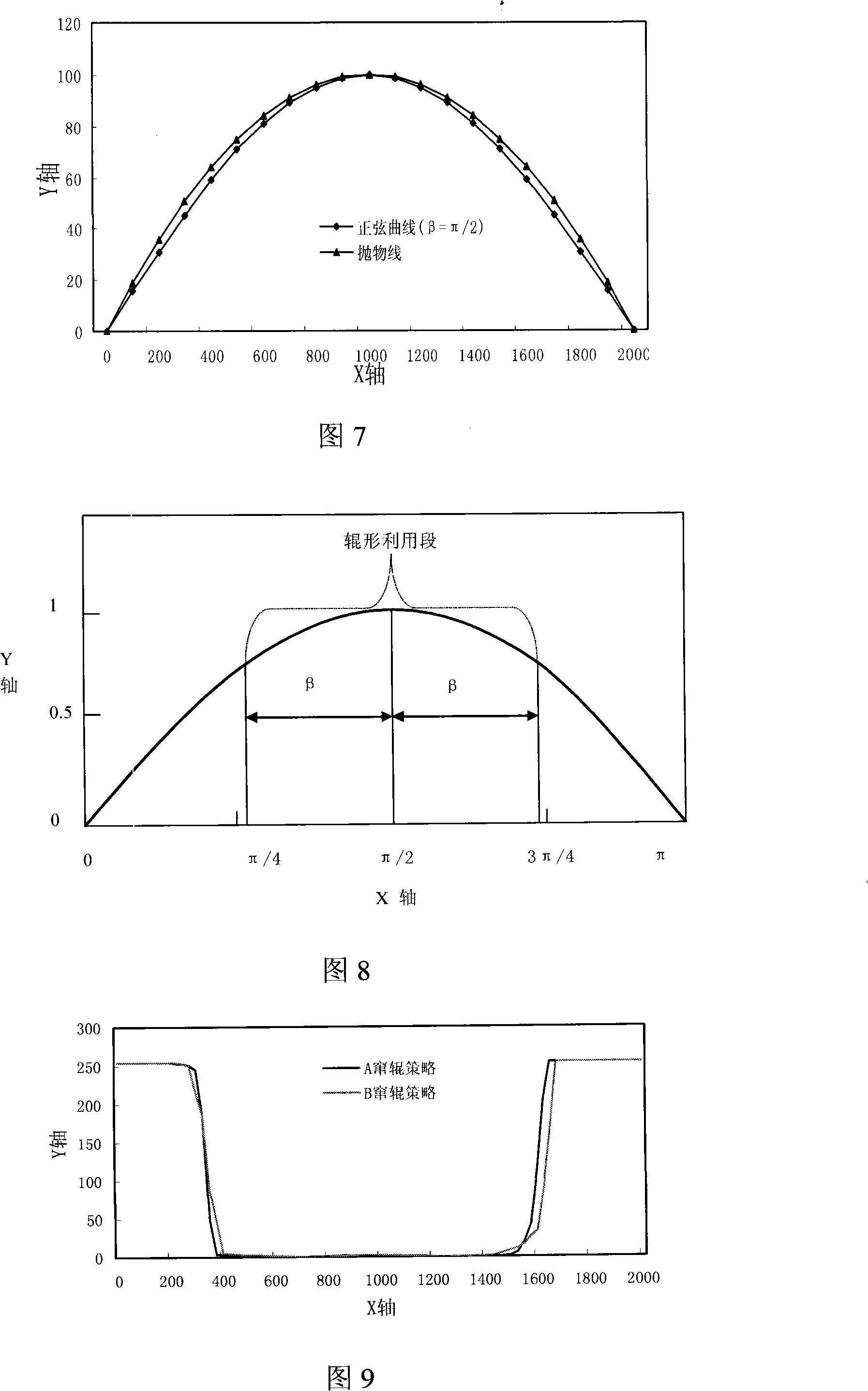
[0103] Convexity control segment length L 1 Part of the roll shape curve can also adopt ordinary parabolic roll shape y = H C [ 1 - ( 2 x L W - 1 ) 2 ] , See Figure 7, (see Remn-Min Guo, Characteristics of rolling mills with roll shifting, Iron and steelengineer, 1988, 65(12): 45-54) plus the hot roll shape stability component established by the hot rolling rolling unit (see Zhang Jie , Zhang Xuanli, Cao Jianguo, et al. Parameter optimization model of work roll temperature field based on genetic algorithm, Metallurgical Equipment, 2003, (4): 4-7; Ginzburg V B, High-Quality SteelRolling: Theory and Practice, Marcel Dekker, New York , 1993: 488-528)...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More