Method for processing III-group disc spring
A disc spring and ring technology, applied in the field of parts processing, can solve the problems of high cost, labor-intensive grinding and time-consuming, etc., and achieve the effect of low turning cost and time saving
Inactive Publication Date: 2011-08-31
扬州核威碟形弹簧制造有限公司
View PDF3 Cites 0 Cited by
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View moreImage
Smart Image Click on the blue labels to locate them in the text.
Smart ImageViewing Examples

Examples
Experimental program
Comparison scheme
Effect test
Embodiment Construction
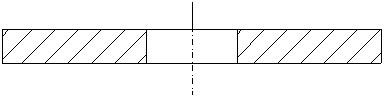
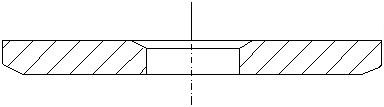
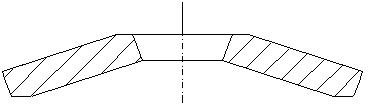
[0009] A method of processing Group III disc springs, first turning the blank into annular thin slices, such as figure 1 As shown; and then turn two parallel slopes on the upper end of the inner circle and the lower end of the outer circle of the annular sheet respectively, as figure 2 shown; then make a cone blank, and make the above two turning surfaces perpendicular to the central axis of the cone blank, and finally carry out heat treatment, pressing and surface treatment, the final product is as follows image 3 shown.
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More PUM
 Login to View More
Login to View More Abstract
The invention discloses a method for processing III-group disc spring and relates to a part processing method, in particular to a disc spring processing method. The method comprises the following steps of: turning a blank into an annular thin sheet; turning two parallel inclined faces at the upper end of the inner ring and at the lower end of the outer ring of the annular thin sheet respectively; forming the annular thin sheet into a conical blank, wherein the two turned faces are vertical to the central axis of the conical blank; and performing thermal treatment, intense pressure treatment and surface treatment on the conical blank. Because a supporting face is turned before the conical blank is formed, the turning cost is low and the time is saved; and because the thermal treatment, the intense pressure treatment and the surface treatment are not performed when the supporting face is turned, enough processing precision can be guaranteed through a turning process.
Description
technical field [0001] The invention relates to a part processing method, in particular to a disc spring processing method. Background technique [0002] Disc spring is an elastic element with the largest energy storage per unit volume in the spring series. It is widely used in various mechanical engineering. Domestic and foreign standards stipulate that disc springs with a thickness greater than 6mm must have supporting surfaces on the upper and lower sides, which is called III. The design and application of the disc spring and the supporting surface can reduce the thickness of the original disc spring by 4%-6%, thereby reducing the material and weight of the disc spring and reducing the weight of the host. Due to deformation caused by heat treatment and strong pressing process, it is difficult to turn the bearing surface after tapering. Therefore, the current process of machining the bearing surface is to grind the bearing surface after heat treatment, but the grinding is ...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More Application Information
Patent Timeline
 Login to View More
Login to View More Patent Type & Authority Applications(China)
IPC IPC(8): B21F35/00
Inventor 张国安俞吉山谈国庆
Owner 扬州核威碟形弹簧制造有限公司