

Precoated sand core secondary shooting process of casting runner machinery
A technology of secondary sand shooting and coated sand, which is applied in the direction of manufacturing tools, casting molds, cores, etc., can solve economic and social losses, increased mold costs, flash burrs in casting runners, etc., and reduce labor intensity , Guarantee the quality of castings and reduce the cost of core making
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
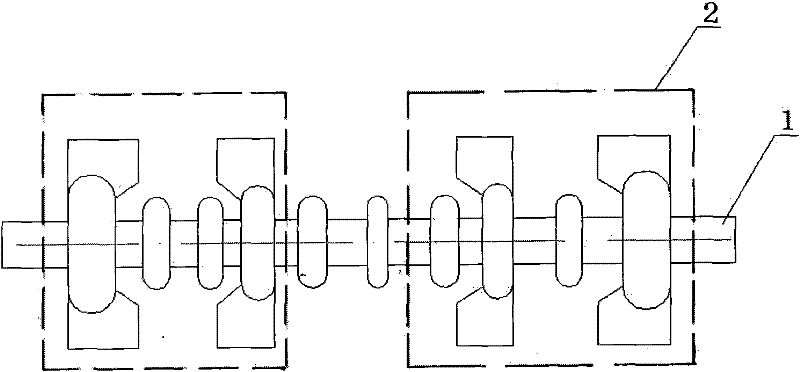
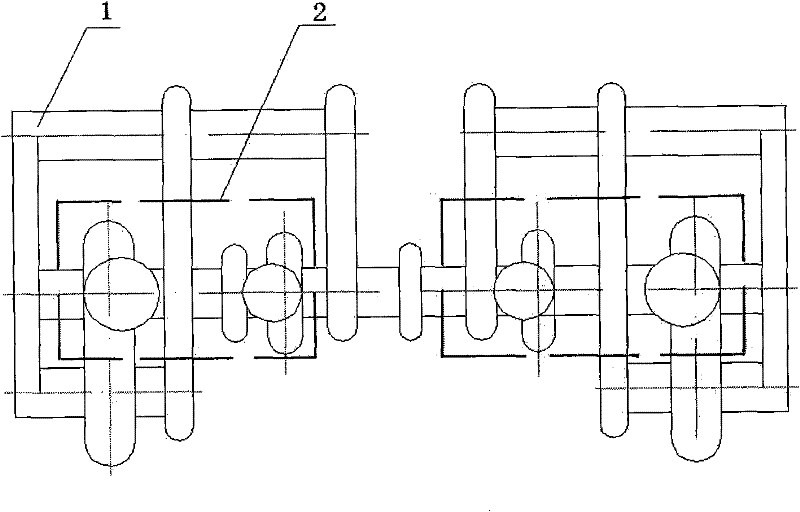
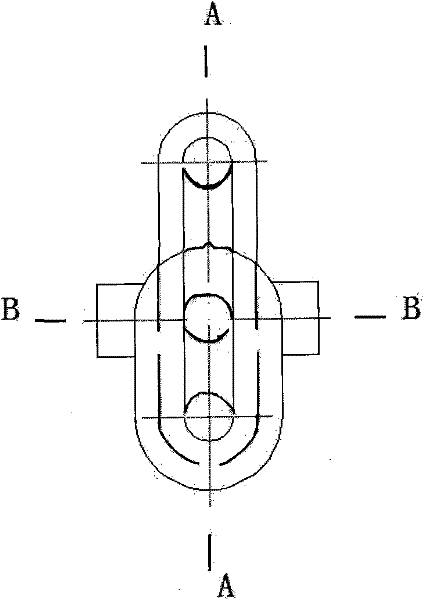
[0015] figure 1 , 2 , 3 show the casting runner mud core that needs to be made in the embodiment of the present invention. Since the casting runner mud core cannot be molded and demolded with the same split core surface in the two parts 1 and 2 in the figure, it is disassembled into The main core 1 and the sub-core 2, the main core 1 and the sub-core 2 can be molded smoothly according to the sub-core surface A of the main core and the sub-core surface B of the sub-core respectively without using a loose block.
[0016] When dismantling, the main and auxiliary cores at the junction of the main core 1 and the auxiliary core 2 are respectively provided with embedding concave-convex platform structures.
[0017] After dismantling, the production of the main and auxiliary core boxes is carried out. When making the core boxes, the main core box 4 and the auxiliary core box 4 can be made into a pair of core boxes, or separated into Two different core boxes.
[0018] Figure 5 A s...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More