

Method for online adjusting width decrease of crystallizer continuously
A mold and width adjustment technology, applied in the field of on-line width adjustment of continuous casting molds, can solve the problems of reducing the output of casting slabs, waste of raw materials, and discontinuous processes, and achieve the goal of improving market competitiveness, improving production quality, and improving adjustment. The effect of wide speed
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
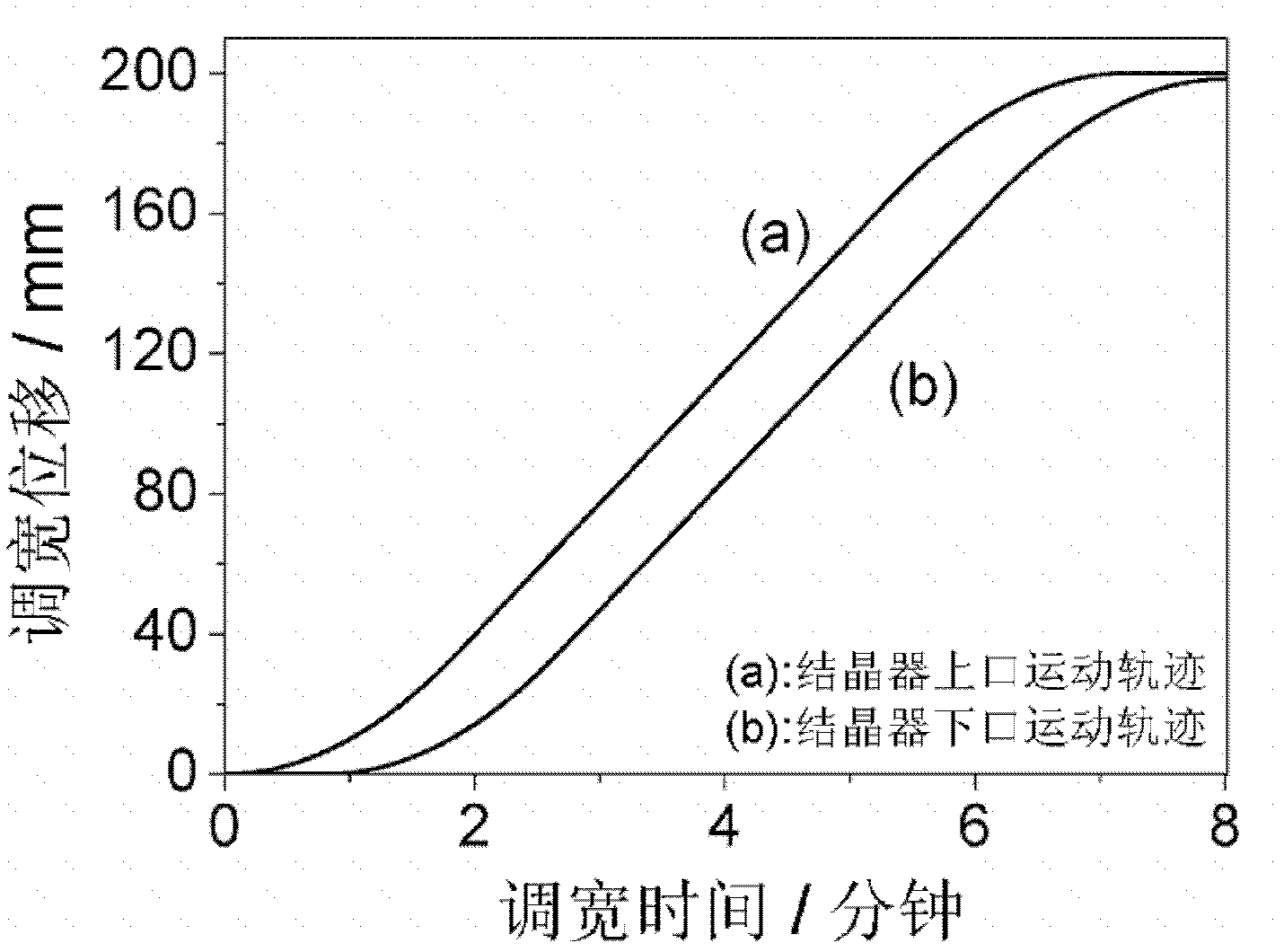
[0059] The taper on one side of the crystallizer is 9mm, the taper reduction during the width adjustment process is 30mm, and the width adjustment acceleration at the top of the crystallizer is set at 20mm / min 2 , the casting speed is 1.0m / min, the height of the mold is 900mm, the height of the meniscus is 800mm, the time for molten steel to go from the meniscus to the exit of the mold is 0.8min, and the initial taper rate of the mold is 1.03% / m. Width adjustment, the width is reduced by 400mm, and the corresponding width adjustment process speed, time and wedge length relationship are obtained.
[0060] From the above analysis, it can be seen that if the width is adjusted on both sides of the crystallizer, the width of the single side adjustment is 200mm, that is, L=200mm. Correspondingly, ΔT=30mm, a=20mm / min 2 , t 0 =0.8min, T%=1.03%m, l=800mm, V c =1.0m / min=1000mm / min. Therefore, the control parameters are:
[0061] 1. Cone adjustment time t 1 :
[0062] ...
Embodiment 2
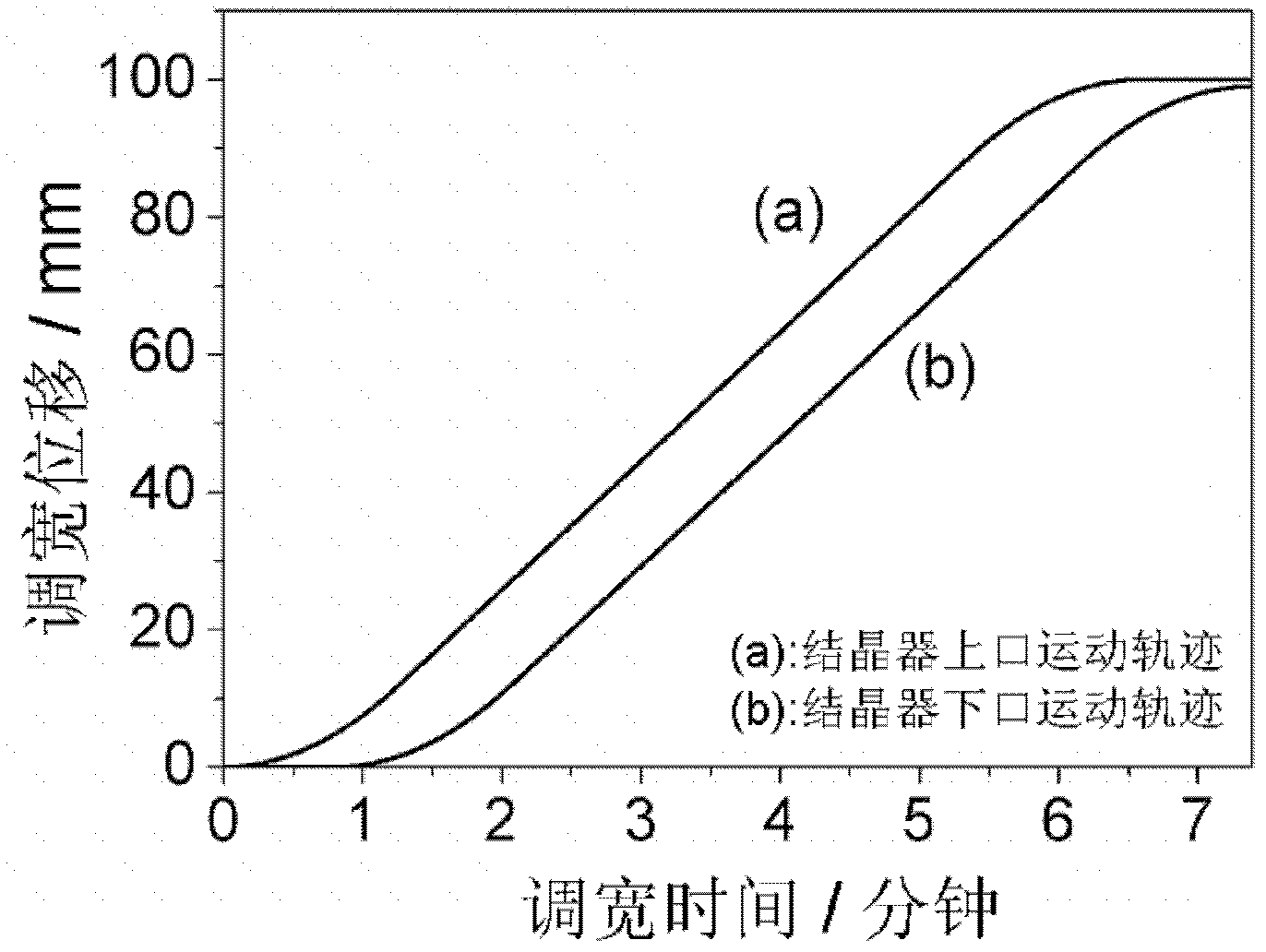
[0077] The one-side taper of the crystallizer is 6mm, the taper reduction during the width adjustment process is 15mm, and the width adjustment acceleration of the upper mouth of the mold is set at 15mm / min 2 , the casting speed is 1.0m / min, the height of the mold is 900mm, the height of the meniscus is 800mm, the time for molten steel to go from the meniscus to the exit of the mold is 0.8min, and the initial taper rate of the mold is 1.25% / m. Width adjustment, the width is reduced by 200mm, and the corresponding width adjustment process speed, time and wedge length relationship are obtained.
[0078] From the above analysis, it can be seen that if the width is adjusted on both sides of the crystallizer, the width of the single side adjustment is 100mm, that is, L=100mm. Correspondingly, ΔT=15mm, a=15mm / min 2 , t 0 =0.8min, T%=1.25%m, l=800mm, V c =1.0m / min=1000mm / min. Therefore, the control parameters are:
[0079] 1. Cone adjustment time t 1 :
[0080] ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More