

Hot rolling and finish rolling multi-level threading speed control method
A technology of strip threading speed and control method, applied in rolling mill control device, metal rolling, metal rolling, etc., can solve problems such as hidden dangers of scrap steel
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
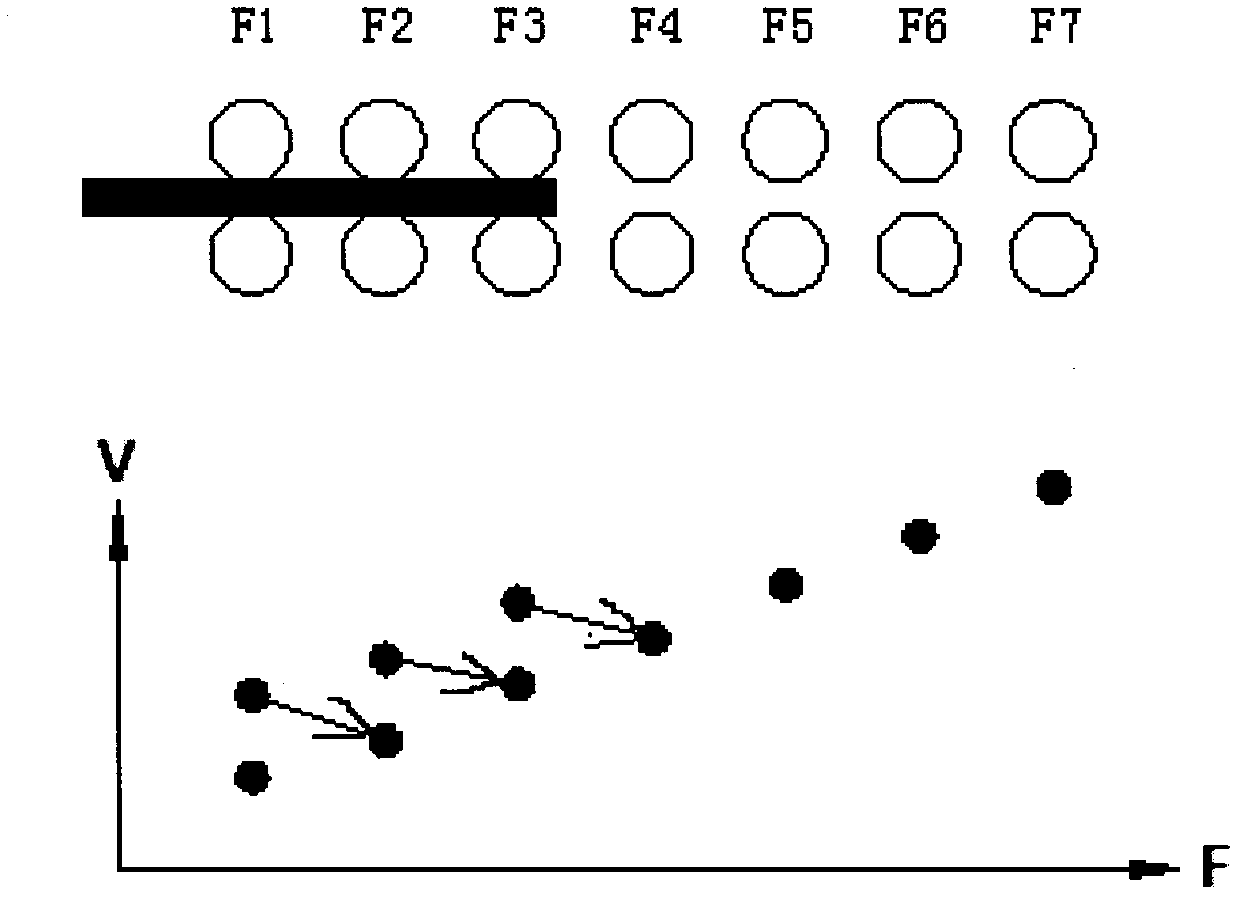
[0023] For the hot rolling and finishing rolling multi-stage threading speed control of this embodiment, refer to figure 1 , taking the 7-stand (F1-F7) finishing mill equipped with finish rolling temperature and strip end position monitoring, the rolled strip thickness is 1.80mm, and the target finish rolling temperature is 880±20°C as an example, the longitudinal The coordinate V is the belt threading speed, and the abscissa F is the rack. The specific steps are as follows:
[0024] (1) When rolling the first piece of strip steel, the initial strip threading speeds of the strip steel in the 7 racks are determined to be 1.22m / s, 2.30m / s, 3.59m / s, 5.36m / s which increase linearly .
[0025] 1.22*16.29=2.30*8.60=3.59*5.52=5.36*3.70=7.49*2.64=9.62*2.06=11.00*1.80=C, so the principle of equal flow per second is satisfied.
[0026] (2) When the strip head leaves the last stand F7, the instrument detects that the average actual temperature of the strip head is 852°C, which is lower...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More