

Ceramic bond gross blow hole repairing grinding wheel and manufacturing method thereof
A technology of ceramic bond and large pores, which is used in ceramic products, grinding/polishing equipment, abrasives, etc., can solve problems such as inability to enter actual grinding, avoid weak bonding, ensure use strength, and increase discharge. The effect of chip speed
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
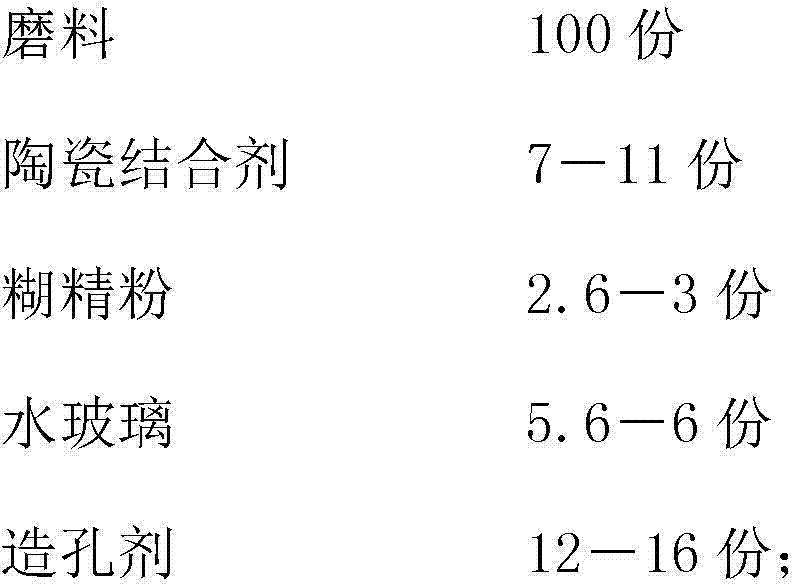
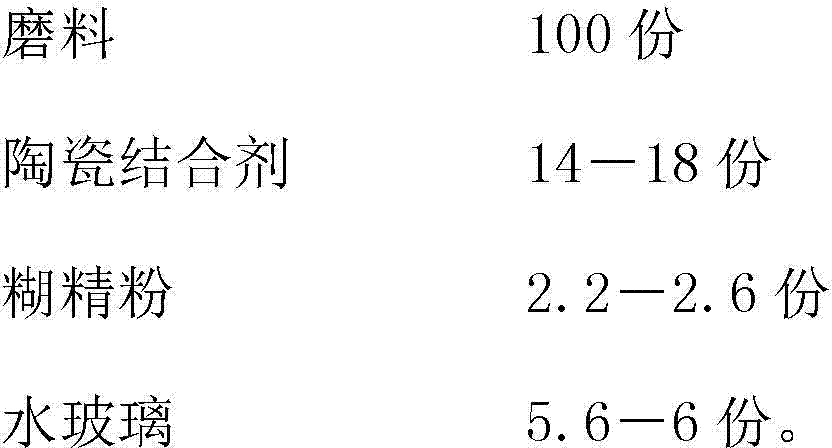
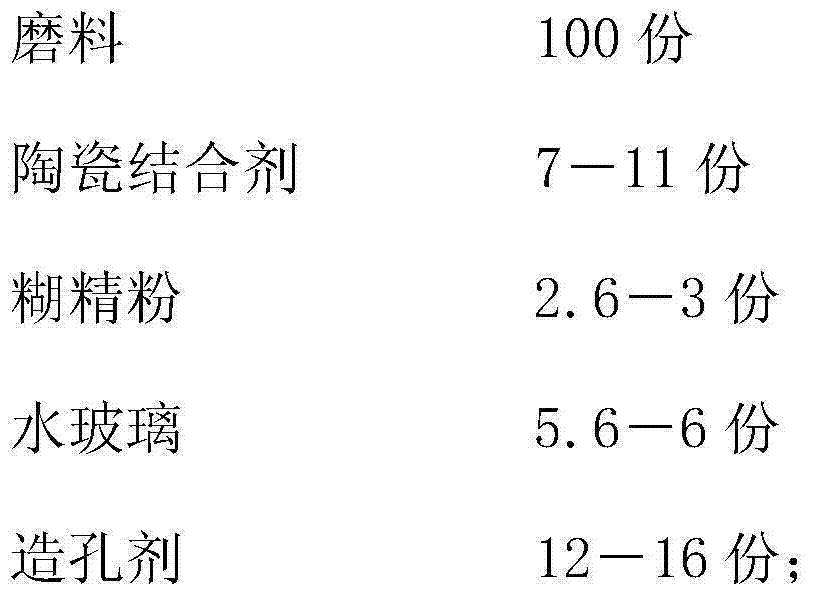
[0022] A method for preparing a vitrified large-pore grinding wheel, the preparation steps are as follows: (1) First prepare a vitrified bond, put 18 parts of clay powder, 63 parts of feldspar powder and 14 parts of boron glass powder in a ceramic pot In the ball mill, add Φ10-15mm ceramic balls accounting for 15% of the mass of the mixture, and then perform ball milling at a speed of 960r / min for 4 hours, and pack the material into bags for later use; Pretreatment: Put the walnut shell particles into the countercurrent mixer, then add liquid phenolic resin PF2127, the mass ratio of walnut shell particles and liquid phenolic resin PF2127 is 100:15, then stir for 5 minutes to mix well, until the walnut shell particles are completely wetted Evenly placed in a metal container, dried at 80°C for 20 minutes, then passed through a 12-mesh sieve, and finally hardened in an oven at 180°C for 20 minutes, and sealed for later use after cooling; (3) Processing process: core: 100 parts of ...
Embodiment 2
[0024] A method for preparing a vitrified large-pore grinding wheel, the preparation steps are as follows: (1) First prepare a vitrified bond, put 20 parts of clay powder, 65 parts of feldspar powder and 15 parts of boron glass powder in a ceramic pot In the ball mill, add Φ10-15mm ceramic balls accounting for 18% of the mass of the mixture, and then perform ball milling at a speed of 960r / min for 5 hours, and pack the material into bags for later use; Pretreatment: Put the walnut shell particles into the countercurrent mixer, then add liquid phenolic resin PF2127, the mass ratio of walnut shell particles and liquid phenolic resin PF2127 is 100:18, then stir for 8 minutes to mix well, until the walnut shell particles are completely wetted Evenly placed in a metal container, dried at 90°C for 25 minutes, then passed through a 12-mesh sieve, and finally hardened in an oven at 180°C for 25 minutes, and sealed for later use after cooling; (3) Processing process: core: 100 parts of ...
Embodiment 3
[0026]A method for preparing a vitrified large-pore grinding wheel, the preparation steps are as follows: (1) First prepare a vitrified bond, put 22 parts of clay powder, 67 parts of feldspar powder and 16 parts of boron glass powder in a ceramic pot In the ball mill, add Φ10-15mm ceramic balls accounting for 20% of the mass of the mixture, and then perform ball milling at a speed of 960r / min for 6 hours, and pack the material into bags for use; Pretreatment: Put the walnut shell particles into the countercurrent mixer, then add liquid phenolic resin PF2127, the mass ratio of walnut shell particles and liquid phenolic resin PF2127 is 100:20, then stir for 10 minutes to mix well, until the walnut shell particles are completely wetted Evenly placed in a metal container, dried at 100°C for 30 minutes, then passed through a 12-mesh sieve, and finally hardened in an oven at 180°C for 30 minutes, and sealed for later use after cooling; (3) Processing process: core: 100 parts of parti...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More