

Tool deflection modeling method for multi-axis machining system
A technology of multi-axis machining and modeling method, applied in general control system, control/adjustment system, simulator, etc., can solve the problem of aggravated tool wear and even edge chipping, is not suitable for attitude-changing machining, and does not fully consider multi-axis machining systems issues of flexibility
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0084] The present invention will be further described below in conjunction with the accompanying drawings and specific embodiments.
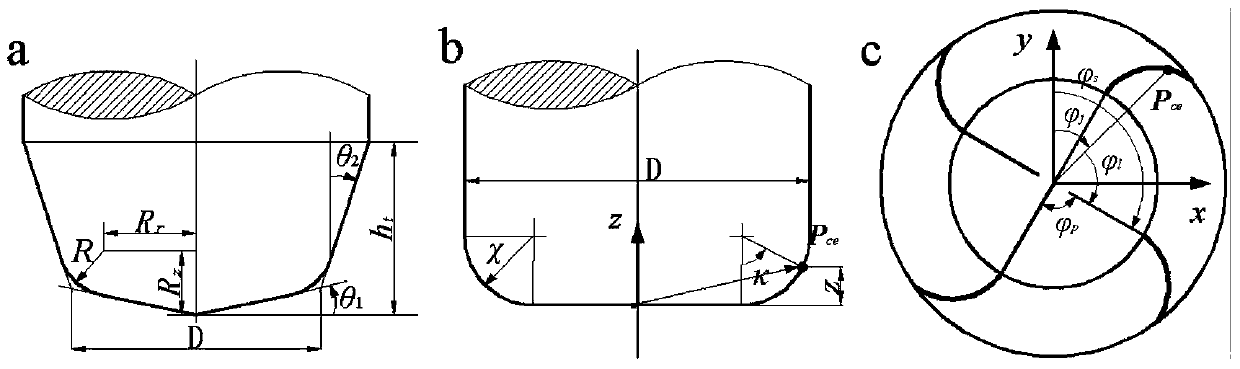
[0085] The tool deviation modeling method of the multi-axis machining system provided by the present invention includes five coordinate systems: tool coordinate system (t), machine tool coordinate system (m), tool contact local coordinate system (p), ellipsoid Coordinate system (e), workpiece coordinate system (w), different algebraic quantities or physical quantities are respectively established in their relevant coordinate systems, but in further derivation to be expressed in other coordinate systems, it needs to be transformed to In other coordinate systems, therefore, the modeling method of the present invention includes multiple coordinate transformations.
[0086] The method for modeling the tool deviation of the multi-axis machining system provided by the present invention includes the following steps S1-S10:
[0087] S1: Establish the ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More