Positioning method for high-precision machining of thin-walled workpiece
A technology for processing thin-walled parts and thin-walled parts, which is applied in the field of high-precision machining and positioning of thin-walled parts, and can solve the problems of weak strength, deformation of thin-walled parts, and unsatisfactory circularity of thin-walled parts, so as to reduce the use of Longevity and the effect of preventing excessive sliding distance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
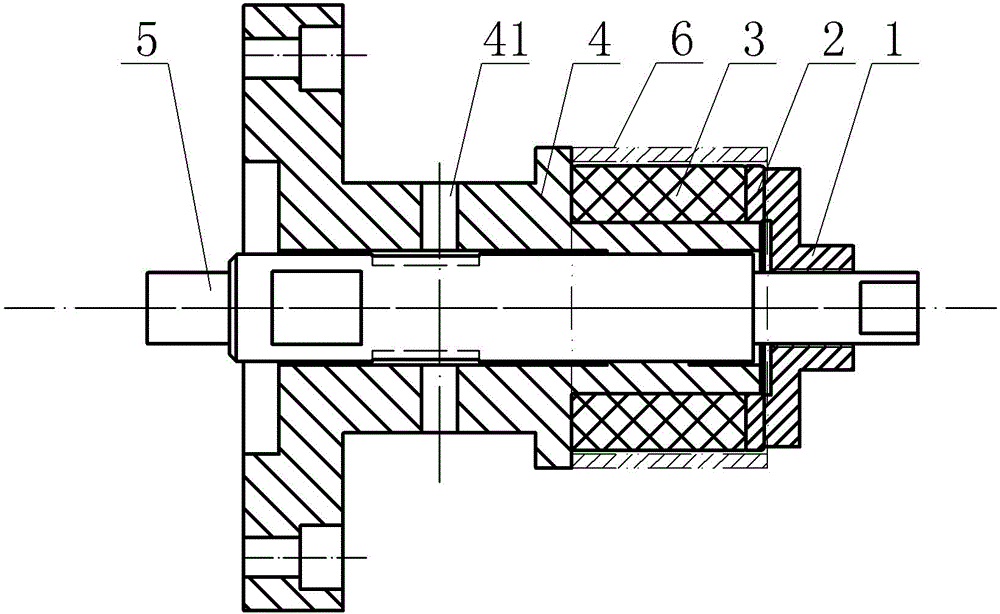
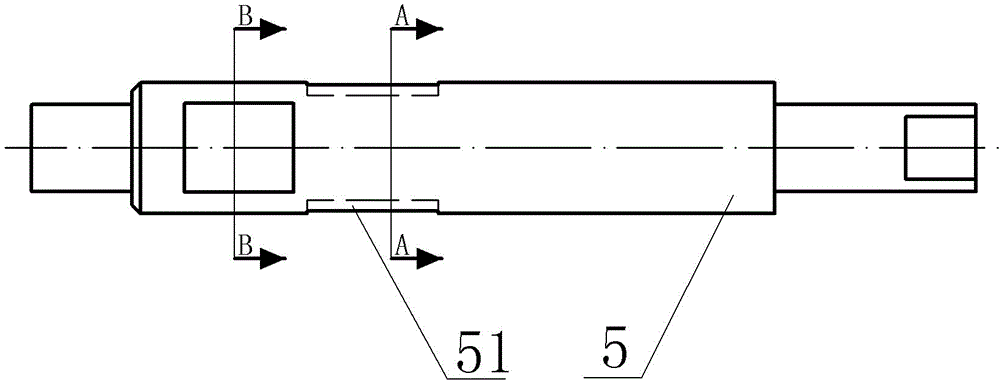
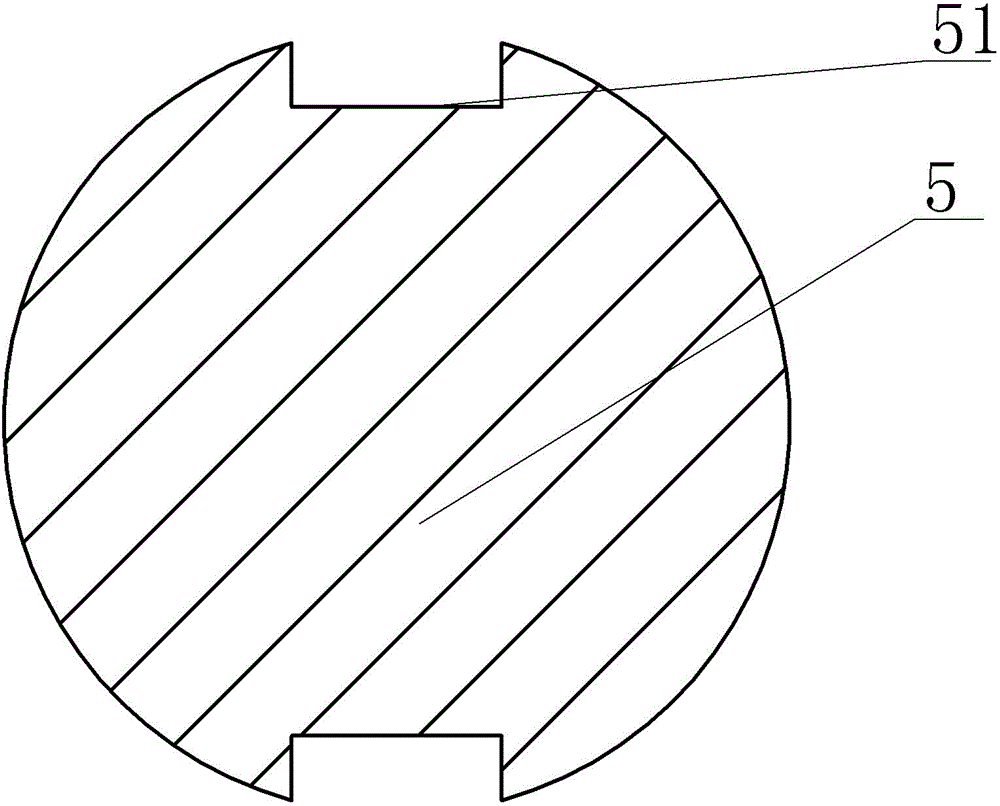
[0037] Embodiment one is basically as Figure 1 to Figure 7 Shown: a fixture tooling for thin-walled parts processing, including a rotating disk fixed on a lathe, a mandrel 4 and a tie rod 5 passing through the center of the mandrel 4, and hinged hole bolts between the mandrel 4 and the rotating disk connection, the reaming hole bolts can be subjected to shear force to ensure that the mandrel 4 rotates with the rotating disk, and the reaming hole bolts have high precision at the same time, which improves the processing accuracy of the thin-walled part 6. The mandrel 4 is also provided with a threaded adjustment hole 41, and the thread A screw is connected to the adjustment hole 41, and a groove 51 is provided at the corresponding position on the tie rod 5. Turn the screw to push it against the groove 51 of the pull rod 5, so as not to affect the sliding of the pull rod 5, so as to prevent the pull rod 5 from rotating and rubbing polyurethane. The wall of the inner hole of the ...
Embodiment 2
[0041] The difference from the first embodiment is that the interference fit between the inner hole of the polyurethane expansion sleeve 3 and the tie rod 5 is 0.2 mm, and the gap between the outer circle of the polyurethane expansion sleeve 3 and the inner hole of the thin-walled part 6 is 0.2 mm.
Embodiment 3
[0043] A positioning method for high-precision machining of thin-walled parts, comprising the following steps:
[0044] A. Blanking: The material is polyurethane rods, and according to the size of the thin-walled parts, a machining allowance is left for blanking to form an expanded sleeve blank;
[0045] B, processing polyurethane expansion sleeve: turning the expansion sleeve blank obtained in step A to form polyurethane expansion sleeve;
[0046] C. Clamping: Assemble and install the thin-walled parts outside the polyurethane expansion sleeve, and turn the shoulder nut to lock the thin-walled parts.
[0047] The spring steel expansion sleeve processing steps in the prior art are as follows:
[0048] 1. Heat treatment T235, then rough turn the right end face, addendum round turn to φ76mm, drill hole φ25mm, turn hole φ28mm, turn 20° taper hole with allowance of 0.7mm, get rid of gas; U-turn turn left end face fixed length, turn outer circle φ62mm Leave a margin of 0.7mm; nee...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to view more
Login to view more - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap