

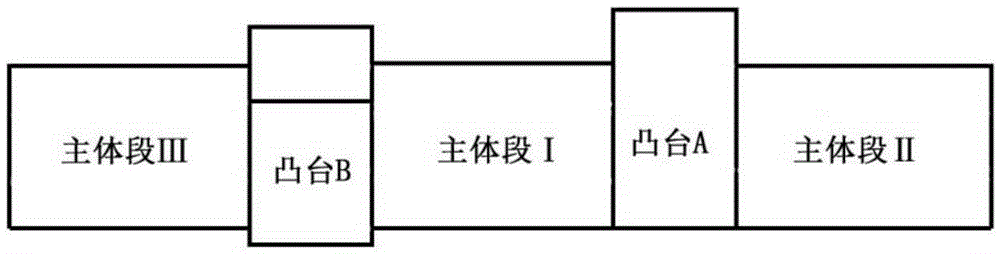
Whole forging method of loop main pipe of AP1000 nuclear power plant
A technology of integral forging and main pipe, which is applied in the field of integral forging of stainless steel special-shaped large-size billets, can solve the problems of not reaching the main pipe, low yield rate, and grain growth, etc., to improve forging efficiency and reduce the number and time of returning to the furnace , to meet the effect of the shape
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0037] The specific forging steps are as follows:
[0038] The first step is heating. Heat the stainless steel ingot (approximately φ1750mm×3200mm) cast by electroslag to 1250℃ for 24 hours;
[0039] The second step is to stretch out. Using upper flat anvil and lower platform, the total reduction is 150mm, the forging ratio is 1.2, the reduction is controlled at 50mm each time, and the length is about φ1600mm×3750mm;
[0040] The third step is upsetting. Adopt spherical upsetting cover, lower platform, total reduction 1000mm, forging ratio 1.4;
[0041] The fourth step is to stretch out. Using upper flat anvil and lower platform, the total reduction is 400mm, the forging ratio is 1.5, and each reduction is controlled at 50mm;
[0042] The fifth step is heating. Heat the steel ingot to 1150℃ for 24 hours;
[0043] The sixth step is upsetting. Adopt spherical upsetting cover and lower platform, total reduction is 1800mm, forging ratio is 1.7;
[0044] The seventh step is to stretch ou...
Embodiment 2
[0056] The specific forging steps are as follows:
[0057] The first step is heating. Heat the stainless steel ingot (approximately φ1750mm×3200mm) cast by electroslag to 1225℃ for 24 hours;
[0058] The second step is to stretch out. Using upper flat anvil and lower platform, the total reduction is 150mm, the forging ratio is 1.2, the reduction is controlled at 75mm each time, and the length is about φ1600mm×3750mm;
[0059] The third step is upsetting. Adopt spherical upsetting cover, lower platform, total reduction 1000mm, forging ratio 1.4;
[0060] The fourth step is to stretch out. Using upper flat anvil and lower platform, the total reduction is 400mm, the forging ratio is 1.5, and each reduction is controlled at 75mm;
[0061] The fifth step is heating. Heat the steel ingot to 1175°C for 18 hours;
[0062] The sixth step is upsetting. Adopt spherical upsetting cover and lower platform, total reduction is 1800mm, forging ratio is 1.7;
[0063] The seventh step is to stretch o...
Embodiment 3
[0075] The specific forging steps are as follows:
[0076] The first step is heating. Heat the stainless steel ingot (approximately φ1750mm×3200mm) cast by electroslag to 1240℃ for 24 hours;
[0077] The second step is to stretch out. Using upper flat anvil and lower platform, the total reduction is 150mm, the forging ratio is 1.2, the reduction is controlled at 100mm each time, and the length is about φ1600mm×3750mm;
[0078] The third step is upsetting. Adopt spherical upsetting cover, lower platform, total reduction 1000mm, forging ratio 1.4;
[0079] The fourth step is to stretch out. Using upper flat anvil and lower platform, the total reduction is 400mm, the forging ratio is 1.5, and each reduction is controlled at 100mm;
[0080] The fifth step is heating. Heat the steel ingot to 1200°C for 12 hours;
[0081] The sixth step is upsetting. Adopt spherical upsetting cover and lower platform, total reduction is 1800mm, forging ratio is 1.7;
[0082] The seventh step is to stretch...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More