

Drawing forming device and method for tin-bismuth alloy welding wire
A tin-bismuth alloy, stretching forming technology, applied in wire drawing dies and other directions, can solve the problems of single-pass deformation increase, stretching cannot be carried out, and instability probability increases, so as to reduce secondary deformation, optimize reasonable distance, The effect of increased deformation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
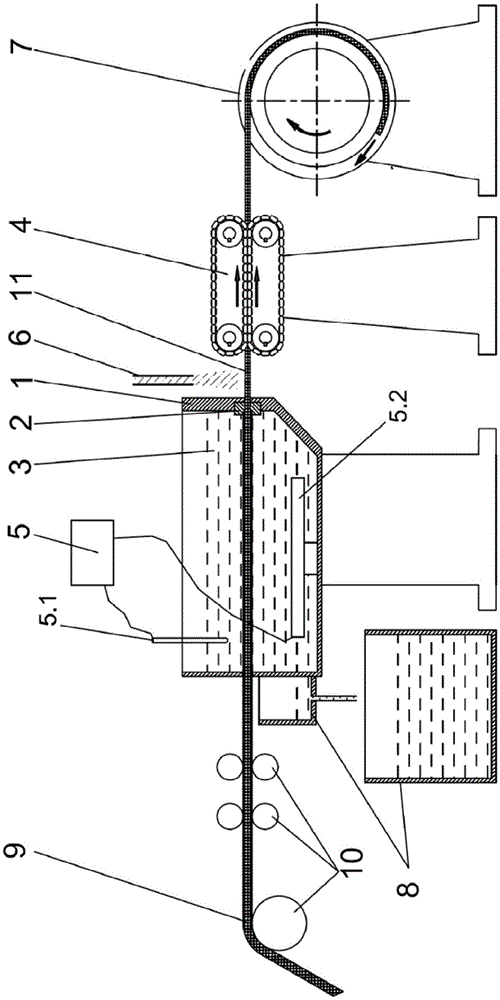
[0049] The stretching forming device of the present invention is mainly composed of a die base 1, a die 2, a stretching liquid 3, a drawing machine 4, a constant temperature heater 5, a cooler 6, a winder 7, and a liquid overflow circulation device 8, and is used for preparing Sn-57wt%Bi alloy wire with a diameter of 2.0mm.
[0050] First, install the above-mentioned stretch forming device for the tin-bismuth alloy welding wire, and install the stretching die 2 with a diameter of Φ2.0 mm in the die base 1; at the entrance of the tin-bismuth alloy blank 9 into the die base 1, Gently plug with a soft plug from the inside to the outside; at the exit of the tin-bismuth alloy welding wire product 11, gently plug it with a soft plug from the outside to the inside; the cooler 6 uses a hair dryer; the drawing machine 4 is far from the drawing die 2 The distance to the exit is 120mm. Pour tap water 3 into the die base 1 so that the liquid level is always 20 mm higher than the die entr...
Embodiment 2
[0053] The difference between this example and Example 1 is that four Sn-57wt% Bi alloy welding wires with a diameter of 1.0 mm are prepared simultaneously on the device of the present invention.
[0054] Install four drawing dies 2 with a diameter of 1.0 mm on a horizontal line on the die base 1, and enter the four rolls of tin-bismuth alloy blanks 9 into the four inlets on the same horizontal line of the die base 1, and use soft plugs to lighten them from the inside to the outside. Lightly plug; at the exit of the four tin-bismuth alloy welding wire products 11, gently plug with a soft plug from the outside to the inside; the cooler 6 uses a blower; the distance between the drawing machine 4 and the exit of the drawing die 2 is 100mm ; Four drawing grooves corresponding to the die outlet are engraved in the drawing machine; four winding machines are set behind the drawing machine. Pour the oil 3 with high volatilization point into the die base 1 so that the liquid level is a...
PUM
| Property | Measurement | Unit |
|---|---|---|
| elongation | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More