

Non-contact electric-arc-furnace continuous temperature measuring gun structure
A non-contact, electric arc furnace technology, applied in the direction of measuring devices, optical radiation measurement, radiation pyrometry, etc., can solve the problem of insufficient support of dynamic metallurgical model data, inability to realize continuous online temperature measurement, infrared temperature sensor coaxial, etc. Problems, to achieve the effect of long-distance temperature measurement, small attenuation of optical radiation, and prolong life
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0023] The preferred embodiments of the present invention will be described in detail below; it should be understood that the preferred embodiments are only for illustrating the present invention, rather than limiting the protection scope of the present invention.
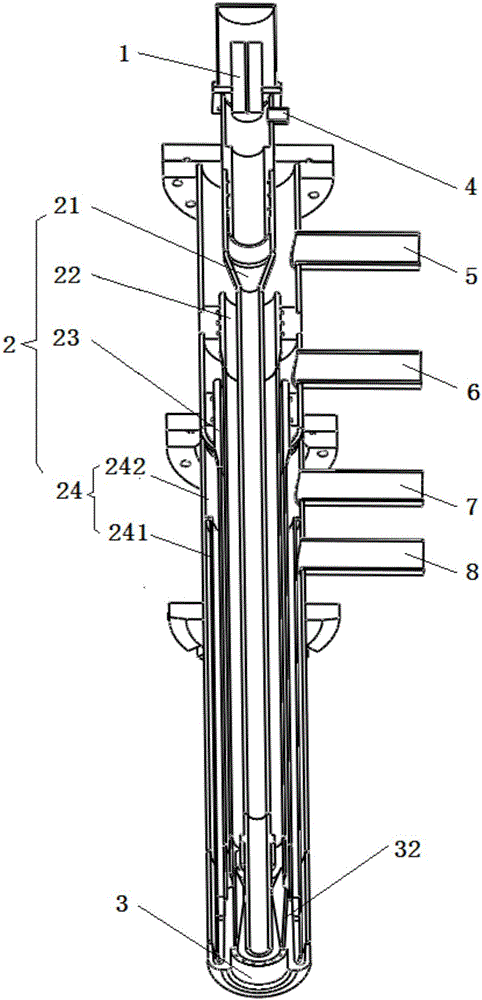
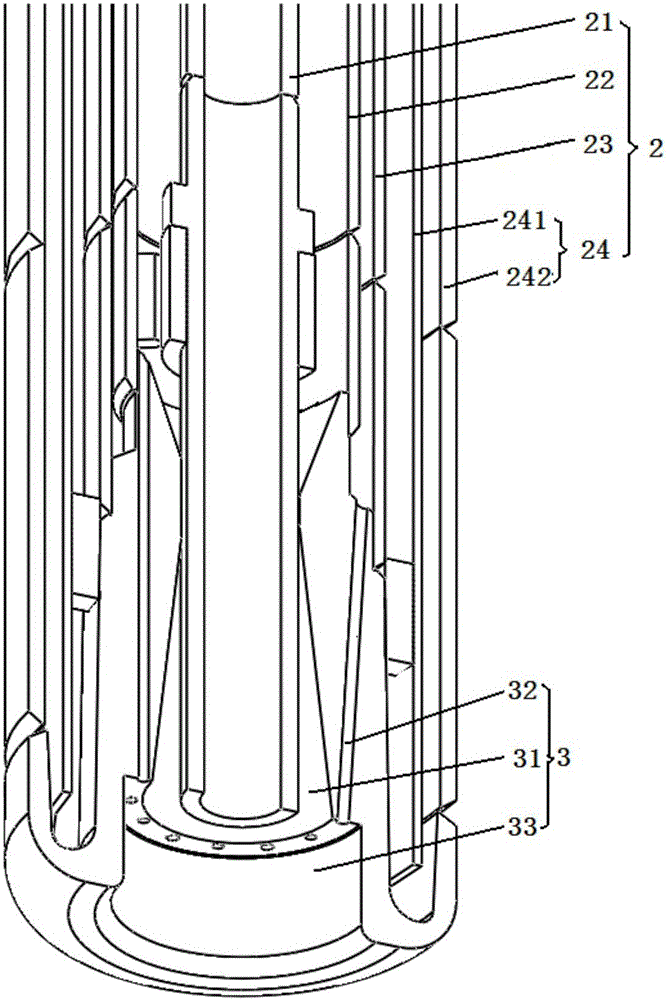
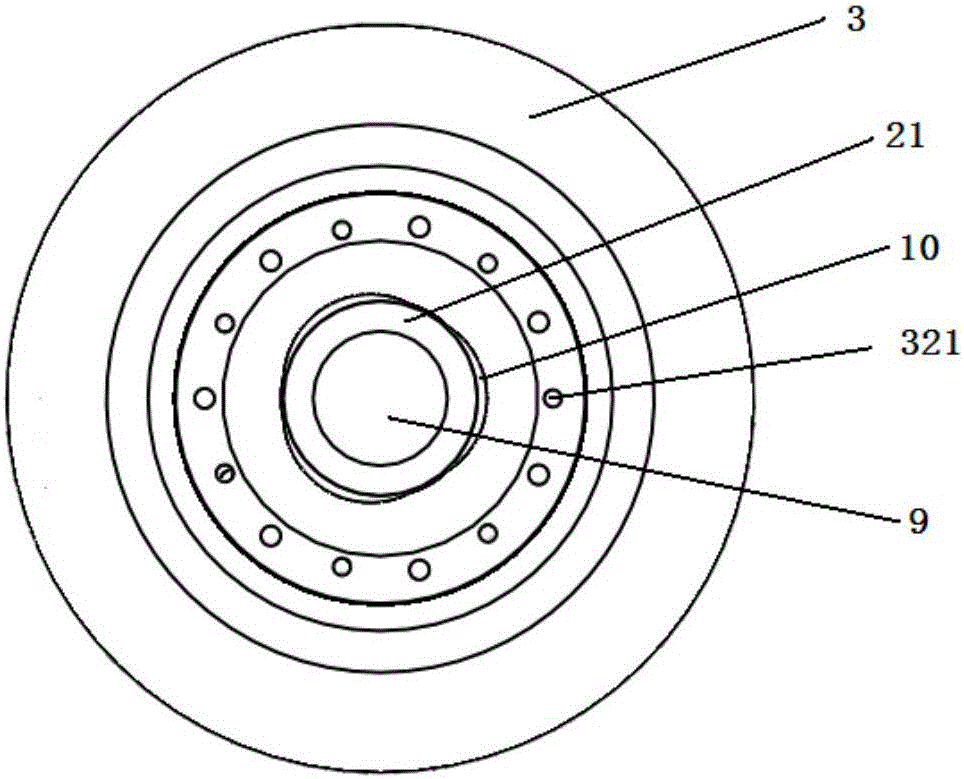
[0024] like Figure 1-3 As shown, a non-contact electric arc furnace continuous temperature measuring gun structure includes a ring-hole cluster spray gun and an infrared temperature measuring probe 1. The ring-hole cluster spray gun is provided with a cooling water jacket 24, a supersonic air flow nozzle, and an accompanying flow and combustion chamber. Hole 32 and peep pipe 21; in the structure of the present invention, the gun bar 2 of this ring-hole cluster spray gun is mainly made up of coaxial peep pipe 21, main air pipe 22, accompanying air pipe 23, water-cooled inner pipe 241 and water-cooled outer pipe 242 , and correspondingly provided with protective gas inlet 4, main gas inlet 5, accompanying gas inlet ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More