

Repair welding process used after thread blind hole depth difference exceeding
A threaded blind hole and repair welding technology, which is applied in the field of transformer production, can solve problems such as unrepairable deformation after welding, unusable flanges, waste of labor, material costs, etc., to reduce material costs and repair costs, and quickly restore use Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0019] The present invention will be further described through the embodiments below in conjunction with the accompanying drawings.
[0020] A repair welding process after the depth of a threaded blind hole is out of tolerance, comprising the following process steps:
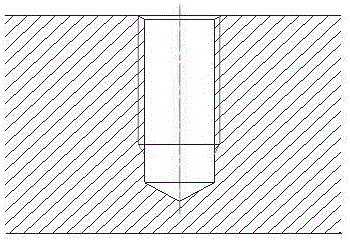
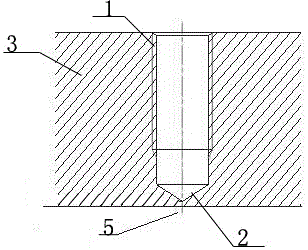
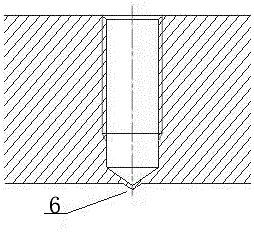
[0021] Process the threaded blind hole on the front of the workpiece 3. If the bottom hole of the threaded blind hole is too deep, analyze the situation of the bottom hole too deep, which can be divided into three types: A, top penetration 7, the hole depth of the threaded blind hole 1 is too large, and the bottom hole is tapered The cone tip of the end 2 penetrates the back of the workpiece 3; B, the protrusion 6, the hole depth of the threaded blind hole is too large, and the cone tip of the conical end of the bottom hole pushes up the back surface of the workpiece, but has not yet penetrated the workpiece; C. Too thin 5. Although the hole depth of the threaded blind hole is too large, the tapered end of the b...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More