

A device and method for shortening the continuous tapping time interval of a steel rolling production line
A technology of time interval and production line, applied in rolling mill control devices, metal rolling, metal rolling, etc., can solve the problems of normal identification, large volume of rolling mill rolls, and inaccuracy, and save no-load current consumption. , The effect of shortening the rolling interval and ensuring the product yield
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image



Examples
Embodiment Construction
[0024] The technical problem to be solved by this invention is:
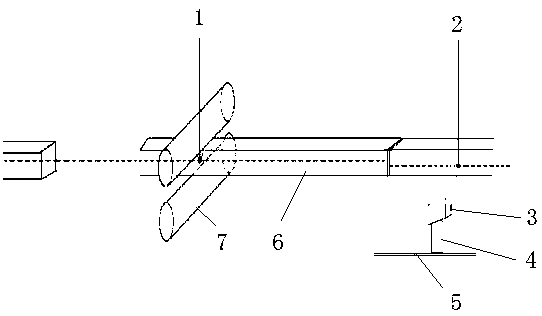
[0025] First, billets are rolled end-to-end on the line before being bitten into the first stand. Since the tapping rhythm of the heating furnace is affected by the cycle time of the walking beam in the furnace, there is a difference in the tapping time between the root steels, and there is a distance between the two billets before and after they are tapped. This requires adjustment of the advance rate of the roller table speed that carries the billet before entering the first rolling mill. Along the advancing direction of the steel billet, set the speed advance rate of each section of the roller table in turn from high to low, so that the latter billet coming out of the furnace mouth will continuously catch up with the previous billet, before entering the first rolling mill, at the latest before entering the rolling mill. The moment the mill is connected end to end. These can be set by post operators.
[002...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More