

A kind of preparation method of high-strength wear-resistant copper-nickel-tin alloy coating
A nickel-tin alloy, wear-resistant copper technology, applied in metal material coating process, coating, melt spraying and other directions, can solve the problem that alloy materials cannot be used in large-scale industrial production, the coating effect is not ideal, and the preparation steps are complicated. and other problems, to achieve the effect of improving energy utilization, saving material costs, and simple process
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
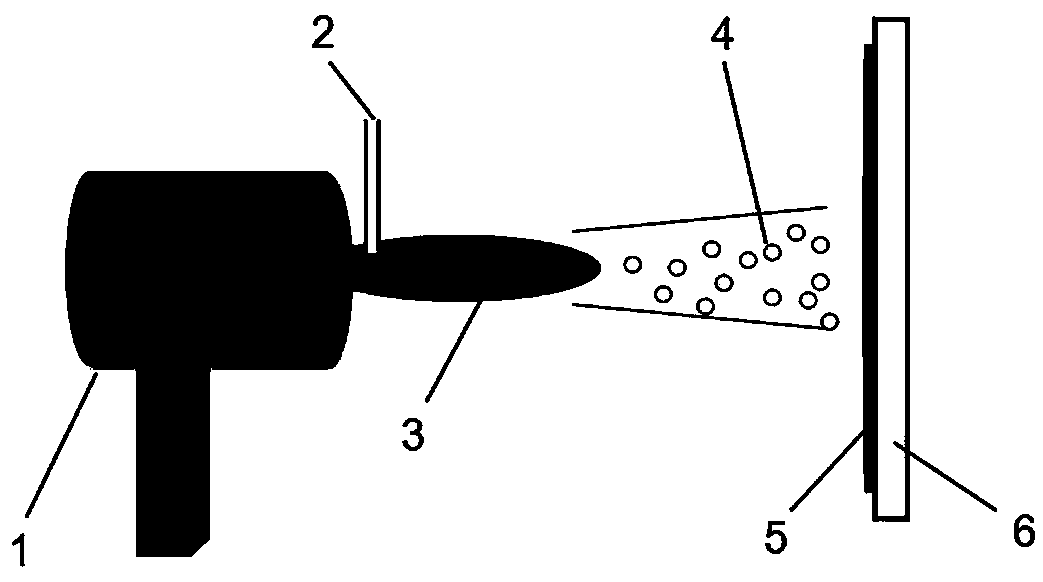
Method used
Image

Examples
Embodiment 1
[0034] A preparation method of a high-strength wear-resistant copper-nickel-tin alloy coating is carried out as follows:
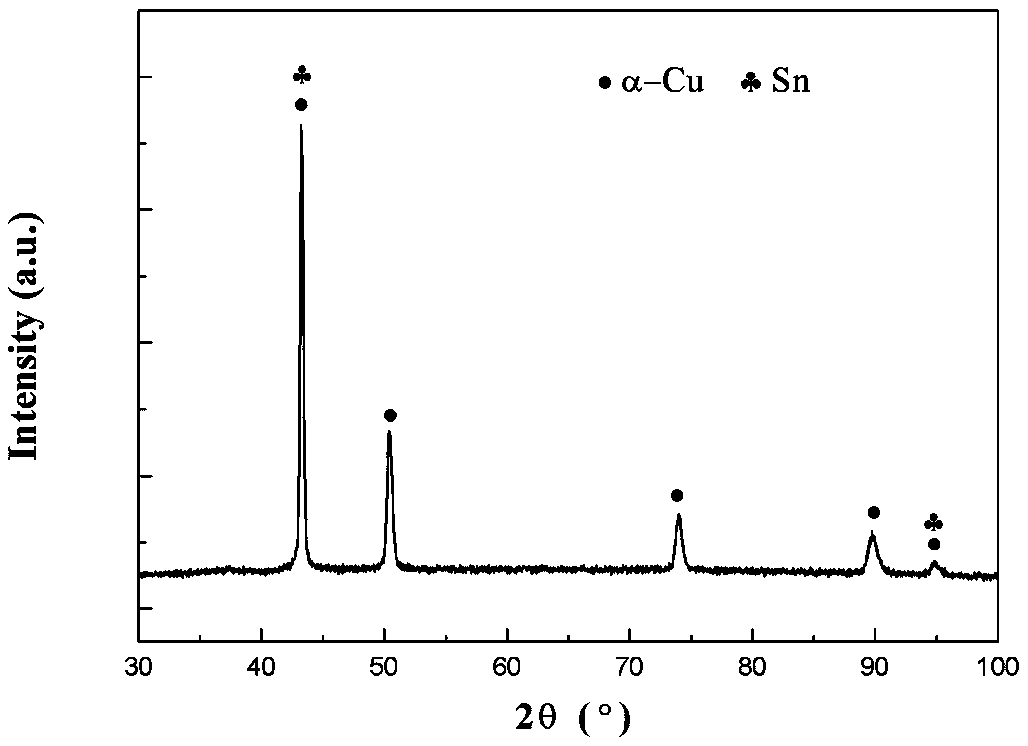
[0035] (1) Cu15Ni8SnNb alloy powder is prepared by gas atomization; in the Cu15Ni8SnNb alloy, the weight percentages of each component are: nickel 15%, tin 8%, niobium 1%, and the balance is copper;
[0036] (2) Weigh 300 g of Cu15Ni8SnNb alloy powder prepared by gas atomization; sieve Cu15Ni8SnNb alloy powder with a particle size of 23-75 μm; the corresponding mesh number is 200-400 mesh; the purpose of sieving the alloy powder is After controlling the particle size range, it is actually controlled that the alloy powder can be melted evenly during thermal spraying to facilitate thermal spraying. Therefore, it is necessary to sieve out the large particles and too fine powder. At the same time, the alloy powder is preferably spherical. Powder, under the flame blowing, its trajectory is stable, and the mass distribution of individual particles is uniform, wh...
Embodiment 2
[0047] The difference between this example and Example 1 is that the thermal spraying method adopted in step 6 is oxyacetylene flame spraying, the flame generated gas is oxygen 4 bar, acetylene 0.7 bar, the spraying distance is 180 mm, and the gun translation speed is 300 mm / s, translation distance 3 mm, repeated spraying 5 times, powder feeding speed 25 g / min, and finally obtained a thickness of about 300 μm and a hardness of about 250 HV 0.1 coating.
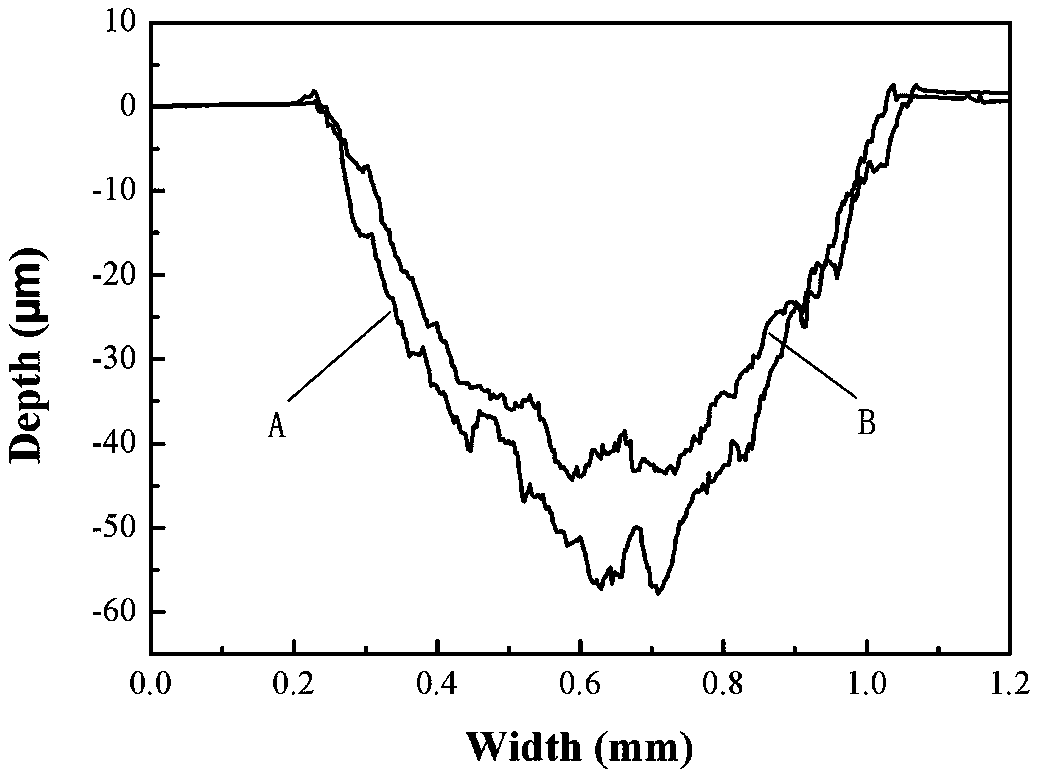
[0048] In the ball-on-disk friction and wear test, under the same friction test conditions, the wear rate of the sprayed Cu15Ni8SnNb coating was 3.54×10 -3 mm 3 / N m, higher than 2.85×10 of the alloy bulk -3 mm 3 / N·m.
Embodiment 3
[0050] The difference between this embodiment and Embodiment 1 is that the thermal spraying method adopted in step 6 is subsonic flame spraying, and the flame generated gas is oxygen and acetylene. After adjusting the flow rate of acetylene to about 0.8 bar, increase the flow rate of oxygen to make the combustion The flame flow turns into a white oxidizing flame, and at the same time, 1.2 bar compressed air is introduced to cool the spray gun and accelerate the flame injection speed. The spraying distance is 200 mm, the gun translation speed is 300 mm / s, the translation distance is 3 mm, the powder feeding speed is 30 g / min, and the spraying is repeated 5 times, and finally the thickness is about 300 μm and the hardness is about 300 HV. 0.1 coating.
[0051] In the ball-on-disk friction and wear test, under the same friction test conditions, the wear rate of the sprayed Cu15Ni8SnNb coating was 1.85×10 -3 mm 3 / N m, lower than 2.85×10 of alloy bulk -3 mm 3 / N·m.
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More