Injection mold for thin-walled deep-cavity electromechanical shell
An injection mold and deep cavity technology, which is applied in the field of injection molds for thin-walled deep-cavity electromechanical housings, can solve the problems of complex molding process and increased molding difficulty, achieve simple and reasonable structural design, improve mold life, and improve company benefits.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment example
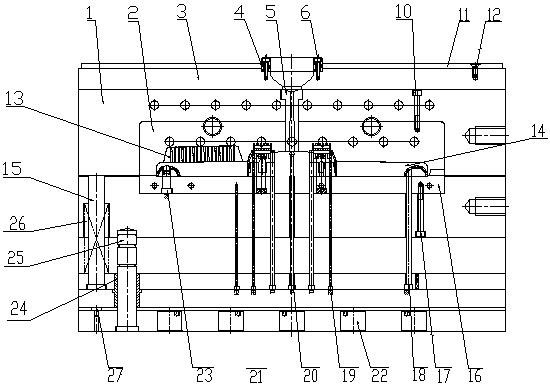
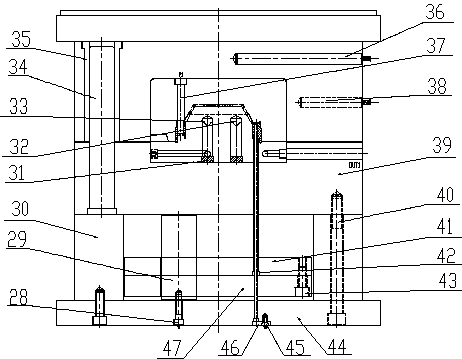
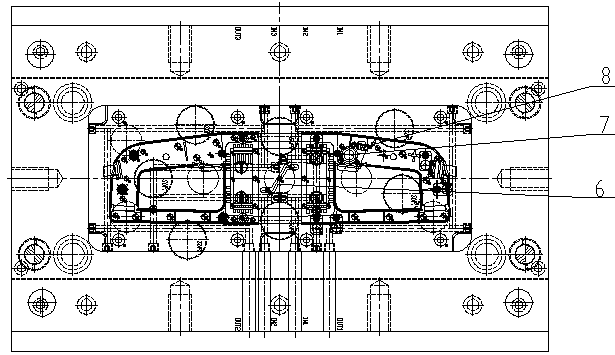
[0020] Specific examples of the invention Figure 1 to Figure 4 As shown, in actual use, first install the insert 8 and insert 23 on the back mold core 16, and then install the rear mold core 16 on the movable template 39; then install the second insert 37 on the front mold core 2. Then install the front mold core 2 on the fixed template 1 to close the front and rear mold cores to complete the mold clamping. Fix the mold on the injection molding machine, inject cooling water through the water injection port to form a water circulation in the cooling water channel, then turn on the injection molding machine, and inject the material into the cavity through the nozzle 5 by side pouring. After the injection molding is completed, The movable mold side goes down, and the push rod pushes the thimble support plate 47 through the KO hole 22, thereby driving thimble 18, thimble 2 19, thimble 3 20, thimble 4 21 and cylinder 42 to move up, eject the injection molded part, and finally in th...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More