

Production method of porous mesh steel strip reinforced composite tube
A technology for enhancing compounding and production methods, applied in the direction of tubular articles, other household appliances, household appliances, etc., can solve the problems of high cost, low efficiency, affecting the surface quality of the composite pipe, etc., and achieve the effect of large traction force and reliable traction force.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0033] The present invention will be described in further detail below through specific examples.
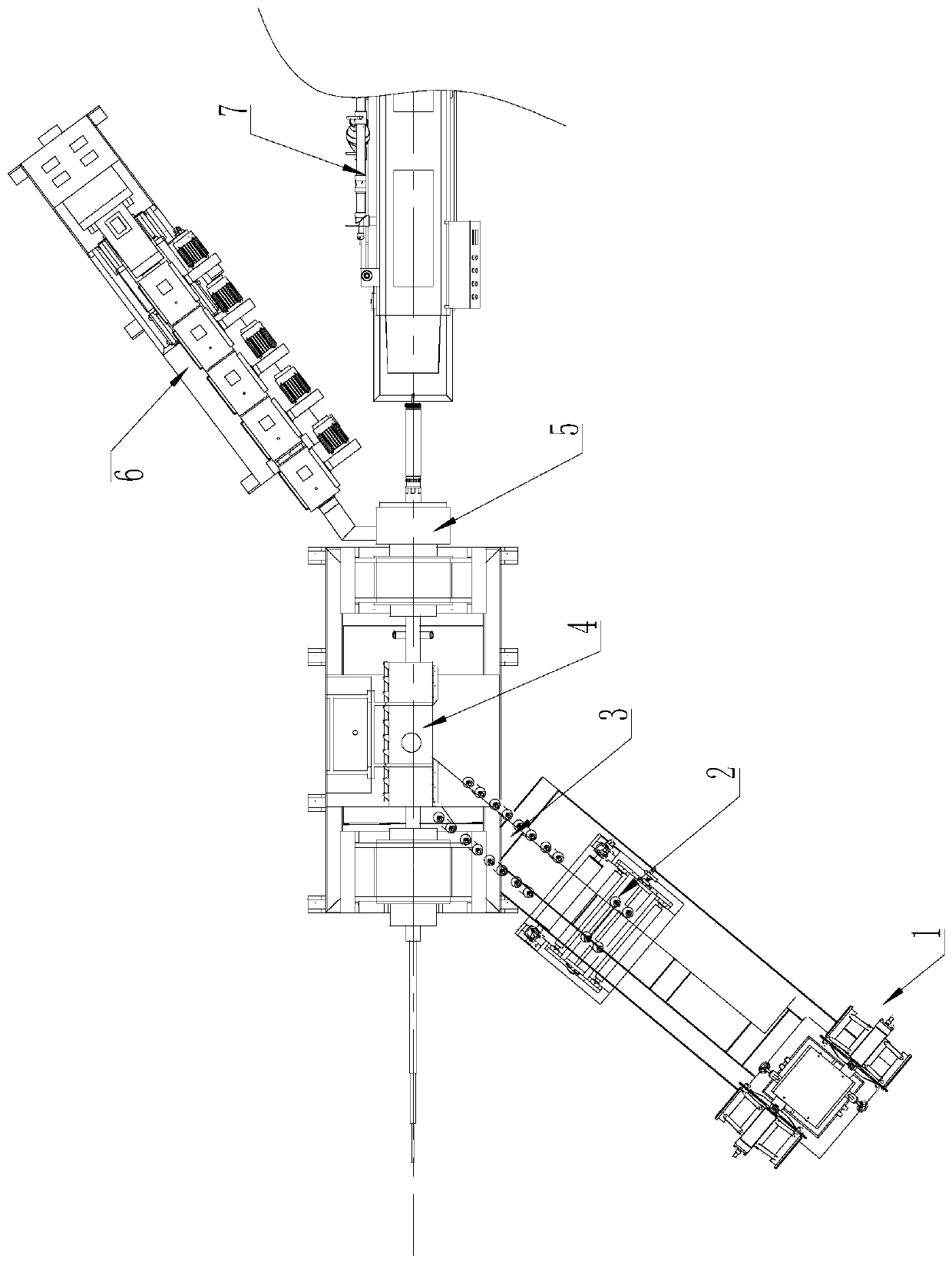
[0034] A method for producing a perforated steel strip reinforced composite pipe, comprising the following steps:
[0035] S1. Continuously unwind the perforated steel strip from the unwinder;
[0036] S2. The unrolled perforated steel strip is obliquely wound on the welding support cylinder of the rotary welding forming device and welded into a steel strip welded pipe;
[0037] S3. The steel strip welded pipe rotates through the rotary composite molding die, and the plastic fluid extruded by the extruder enters the rotary composite molding mold to form an inner plastic layer and an outer plastic layer wrapping the steel strip welded pipe. The front end of the rotary composite molding mold is equipped with The steel strip welded pipe rotates in the same direction and at the same speed as the outer sizing die, and the compounded pipe passes through the inner hole of the outer si...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More