Extrusion forming process of step hole in head seat of hydraulic jack
An extrusion forming and step hole technology, applied in the field of hydraulic jack production, can solve the problems of high deformation resistance of the plug seat, fatigue cracks on the edge of the hole and the hole wall, fatigue fracture, etc., to avoid high temperature, improve the structural strength, and improve the surface quality effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment approach
[0029] An embodiment of the extrusion molding process of a hydraulic jack-top head stair hole is included, and the specific steps include,
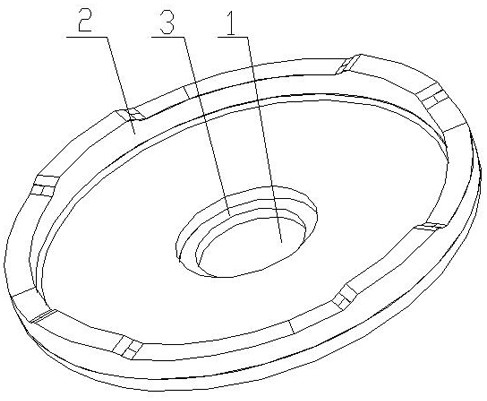
[0030] S1, plate material, to obtain a blank disc material, and the center hole 1 is reserved when the falling is
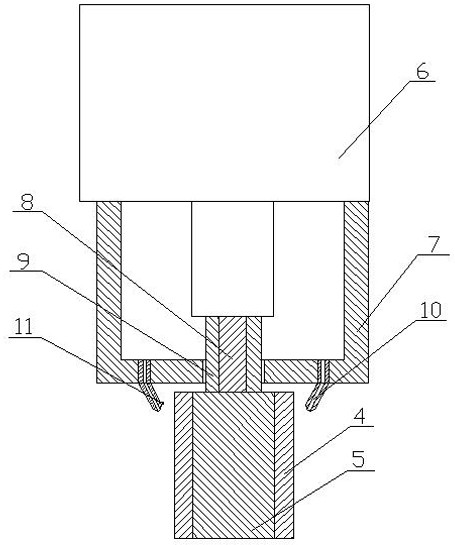
[0031] S2, squeezed, the first punch of the 200t hydraulic press applies a pressure to the first end surface of the blank circular disc, and the upper end of the blank disc is extruded to the flange 2, and the extrusion is produced. Impurity and debris cleaned from the central hole 1 to obtain the first middleware;
[0032] S3, extrusion step hole, the second punch 4 of the punch has a pressure on the end surface of the blank 2 having the end surface of the flank 2, and the diameter of the second punch 4 is smaller than the diameter of the first punch, the second The diameter of the punch 4 is larger than the diameter of the central hole in step S1, and the step hole 3 is formed with the central hole 1 to obtain a second middle ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More