

Engine complicated structure ring pipe positioning repairing method
A complex structure and engine technology, applied in auxiliary devices, auxiliary welding equipment, welding/cutting auxiliary equipment, etc., can solve the problems of high positioning accuracy, poor consistency, poor consistency of ring pipe production, etc., to improve assembly positioning accuracy, The effect of improving production efficiency and shortening the assembly cycle
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0021] The present invention will be further described below in conjunction with the accompanying drawings and embodiments, and the present invention includes but not limited to the following embodiments.
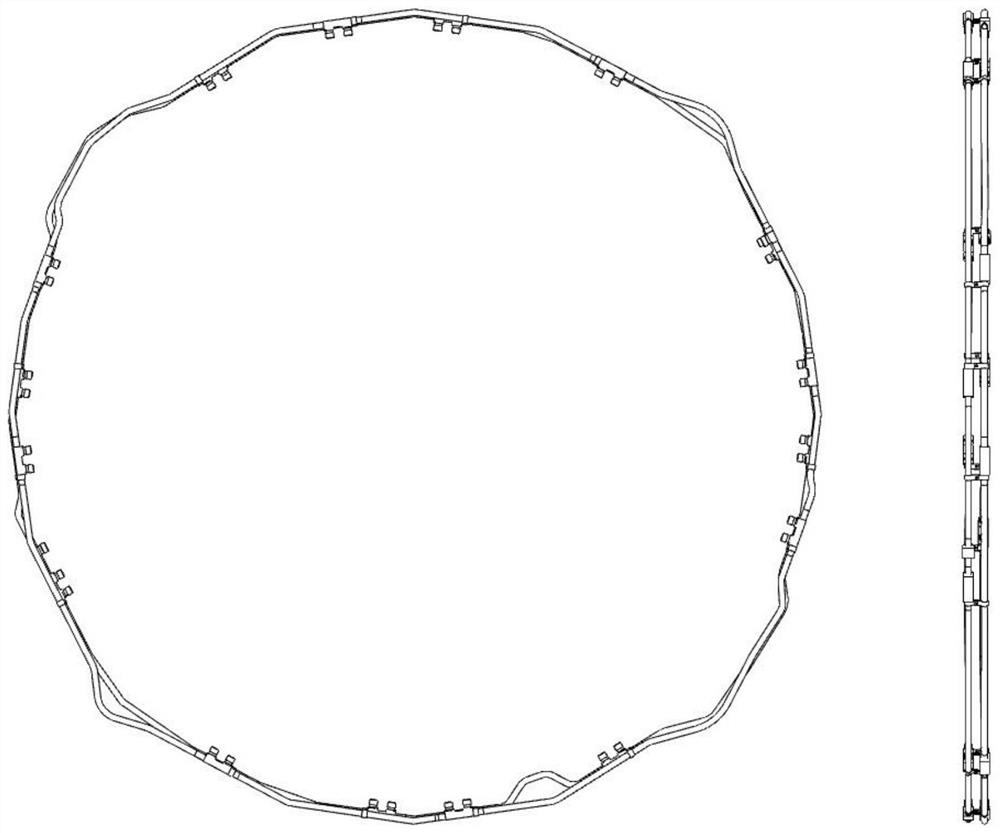
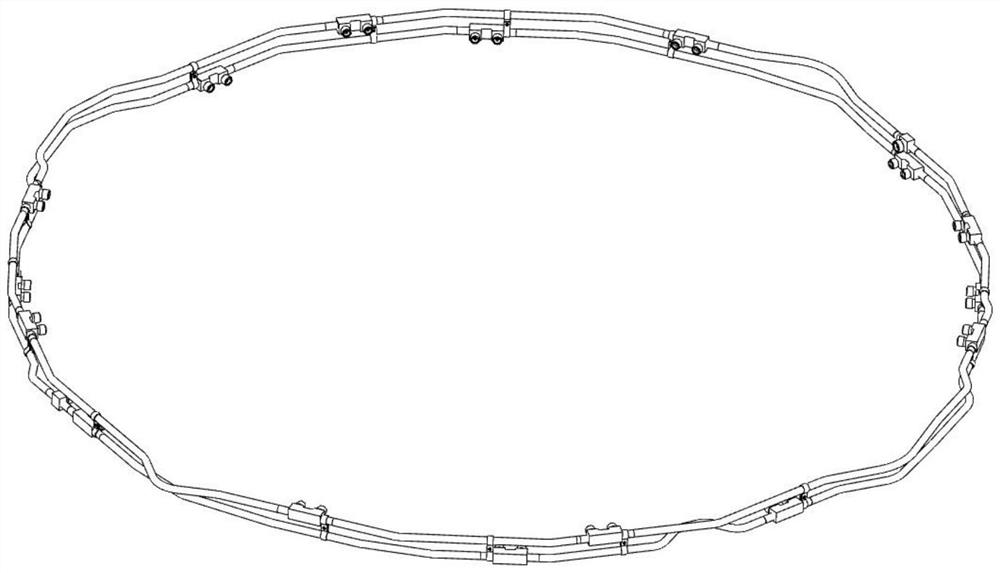
[0022] Examples of the present invention are figure 1 , figure 2 As shown, it is an engine ring pipe assembly, which is composed of two ring pipes arranged side by side, namely the oxidizer ring pipe and the fuel ring pipe, and the diameter of the pipe fittings is about 1.6m. The oxidant ring pipe is welded by 8 crosses, 1 tee and 8 titanium tubes, with a total of 17 welds. The fuel ring is welded by 8 crosses, 1 tee and 9 titanium tubes, with a total of 18 welds.
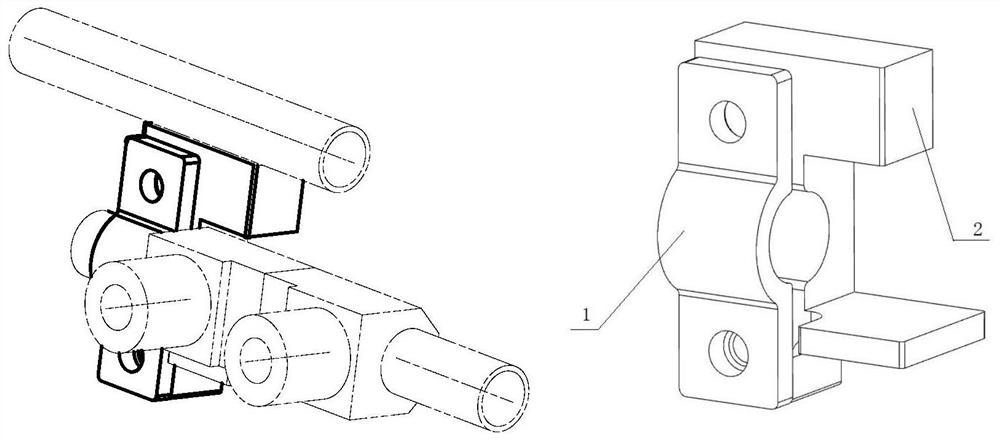
[0023] The present invention uses positioning clips to fix the tee and cross on the ring pipe; the positioning clips are two pieces that are fastened to each other, and the fastening places form a cylindrical through hole parallel to the plane where the ring pipe is located, and the inner diameter of the thro...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More