

Control method for presetting rotation number of screw of extruder
A control method and extruder technology, applied in the field of extruder control, can solve problems such as long fluctuation time, large fluctuation range of weight value, poor stability, etc., achieve fast and stable weight value, improve fluctuation of weight value, and reduce defective rate Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0026] In order to enable those skilled in the art to better understand the present invention, the present invention will be further described in detail below in conjunction with specific embodiments and accompanying drawings.
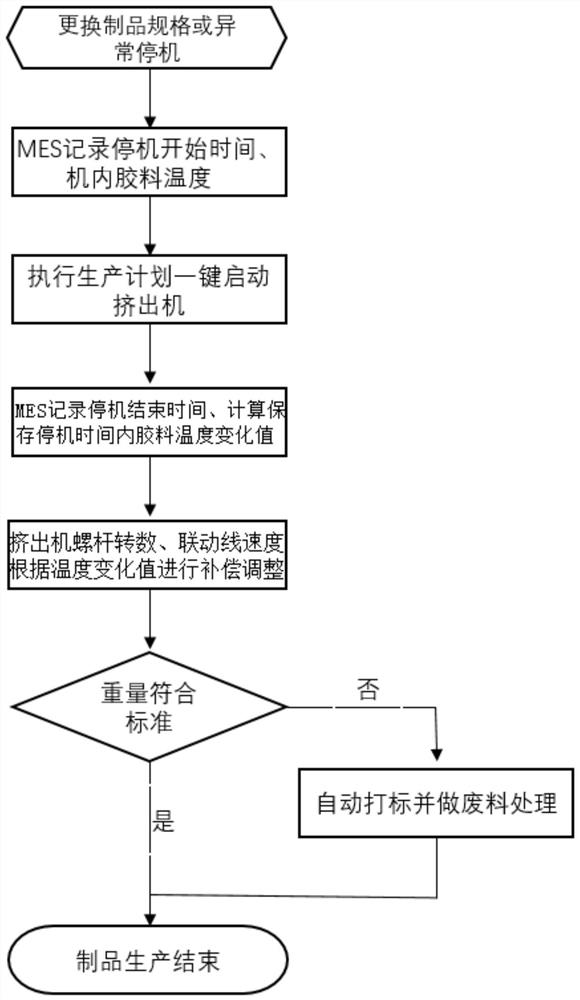
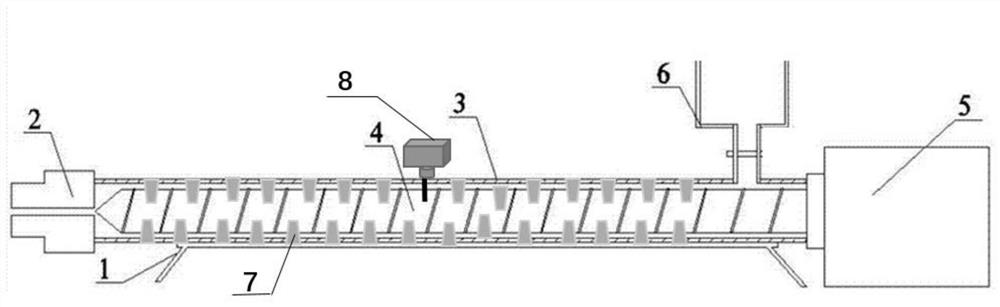
[0027] A control method for preset screw revolutions of an extrusion extruder, such as figure 2 As shown, a temperature sensor 8 for detecting the temperature of the rubber material is installed in the extruder body, and the extruder and the temperature sensor 8 are connected to the MES system. In order to accurately detect the temperature of the rubber material, the temperature sensor 8 is installed in the The plasticizing section of the extruder or the extrusion section of the extruder; the control method, such as figure 1 shown, including the following steps:
[0028] S1) The MES system detects and records the temperature of the rubber material during the shutdown period of the extruder; when the MES system detects that the extruder shutdown start...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More