Ultraviolet lamp bridging method and bridging device applying same
A technology of ultraviolet lamps and driving devices, which is applied in the manufacture of discharge tubes/lamps, machines with sequential working positions, electrical components, etc., can solve the problem of low processing efficiency and lack of good automation equipment. Batch bridge processing of ultraviolet lamps application, short switching time and other issues to achieve the effect of improving production efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0034] In order to make the technical solution, purpose and advantages of the present invention clearer, the present invention will be further explained below in conjunction with the accompanying drawings and embodiments.
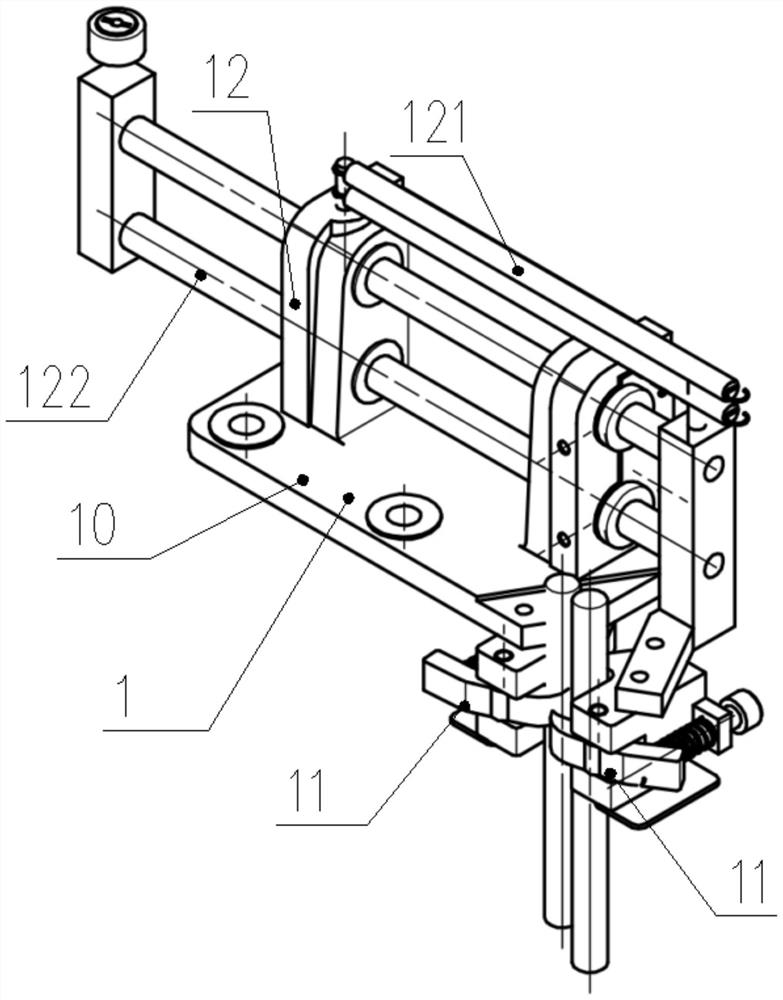
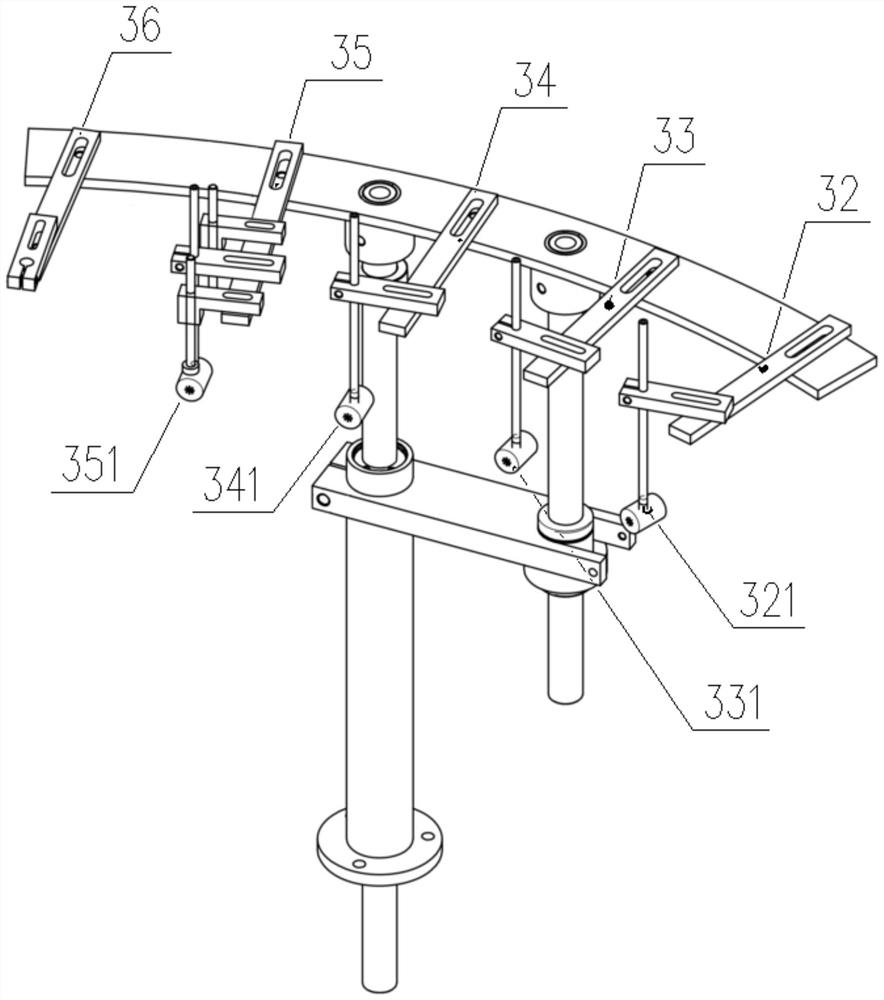
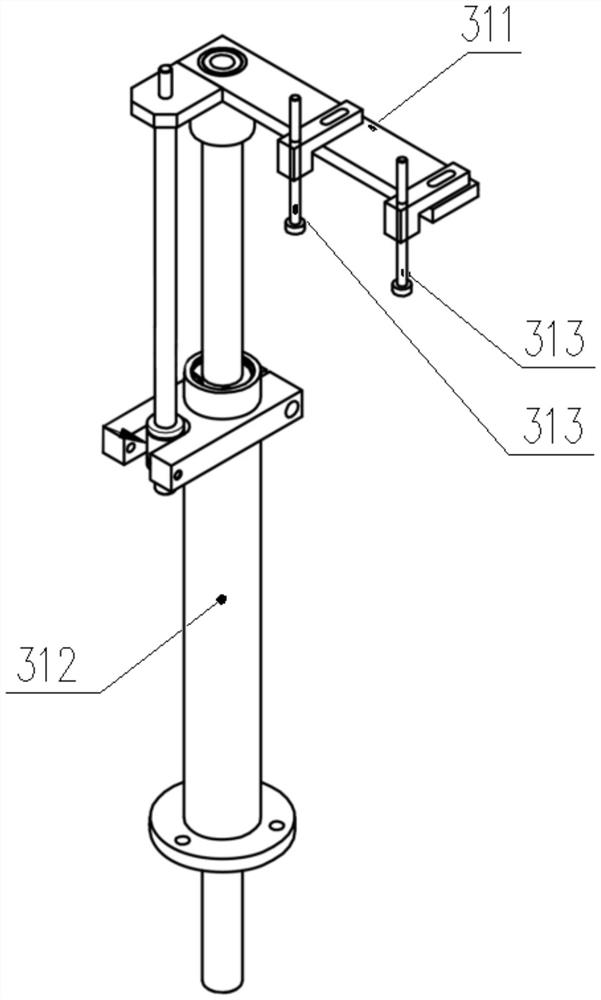
[0035] like Figure 1 to Figure 5 As shown, the bridging device is used for the bridging treatment of ultraviolet lamp tubes, and it includes a platform support 20, and a turntable mechanism is movably connected to the platform support 20, and the turntable mechanism includes a rotating platform 3, and the rotating platform 3. A plurality of working stations are arranged around the side. The rotating platform 3 is provided with a clamping part 1 for two sets of ultraviolet lamp tubes to be clamped and fixed in parallel; the rotating platform 3 is driven by a bridge drive device, The bridge drive device includes a splitter 2 linked and driven by a drive motor; driven by the bridge drive device, the rotating platform 3 drives the clamping part 1 to each of th...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



