

Method for improving interface connection strength of dissimilar resin or dissimilar resin-based composite material welding joint
A technology for composite materials and welded joints, which is applied in the field of welding, can solve the problems of lack of resin in resin-based composite material joints, inability to form effective mechanical connections, weak diffusion connections at the interface, etc., to achieve joint forming and performance, and good practical application prospects , easy-to-obtain effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0045] A method for improving the interfacial connection strength of a welded joint of heterogeneous resins or heterogeneous resin-based composite materials in this embodiment is specifically carried out in accordance with the following steps:
[0046] (1) The welding materials are dissimilar resins, which are PPS with a melting point of 295°C and PEEK with a melting point of 334°C. The size of the two resins is 120mm×30mm×3mm, and the overlapping area is 30mm×30mm.
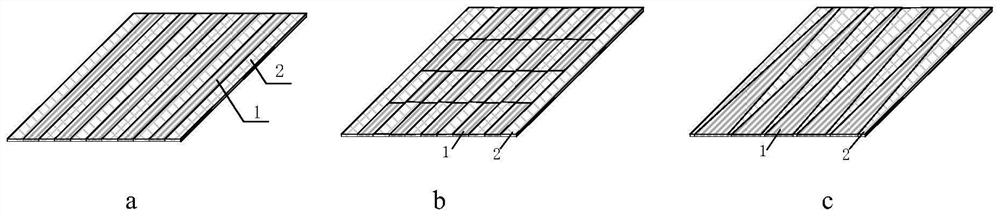
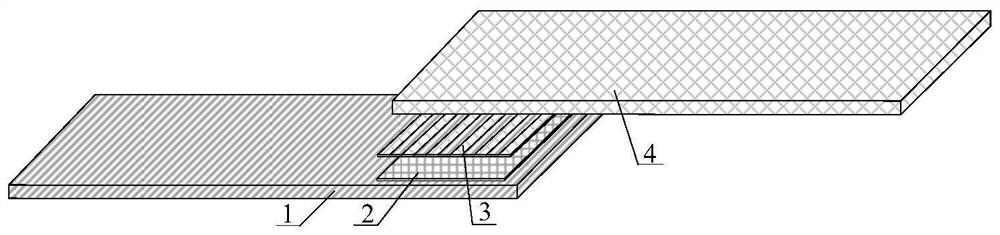
[0047] (2) The composite film layer is composed of PEEK and PPS films with a size of 0.2mm×2mm×30mm, of which 7 PPS films and 8 PEEK films are arranged alternately to form a composite film with an area of 30mm×30mm, and The outermost of the composite membrane is PEEK membrane.
[0048] (3) Select the heating element, the heating element used is 200 mesh stainless steel wire mesh.
[0049] (4) Before welding, use absolute ethanol to wipe the test plate and composite film to be welded to remove surface impuritie...
Embodiment 2
[0055] A method for improving the interfacial connection strength of a welded joint of heterogeneous resins or heterogeneous resin-based composite materials in this embodiment is specifically carried out in accordance with the following steps:
[0056] (1) The welding materials are continuous carbon fiber reinforced PEEK composite material (Cf / PEEK) and continuous carbon fiber reinforced PPS composite material (Cf / PPS), with fiber mass fractions of 45% and 52%, respectively. The dimensions of both composites are 120mm×30mm×1.8mm, and the overlapping area is 30mm×30mm.
[0057] (2) The composite film layer is composed of PEEK and PPS films with a size of 0.15mm×2mm×30mm, of which 7 PPS films and 8 PEEK films are arranged alternately to form a composite film with an area of 30mm×30mm, and The outermost of the composite membrane is PEEK membrane.
[0058] (3) The heating element is selected, and the heating element used is a 250-mesh stainless steel wire mesh.
[0059] (4) Be...
Embodiment 3
[0063] A method for improving the interfacial connection strength of a welded joint of heterogeneous resins or heterogeneous resin-based composite materials in this embodiment is specifically carried out in accordance with the following steps:
[0064] (1)-(4): The implementation steps are the same as in the implementation case 1, and get image 3 Joints with composite membranes in Figure 7 Induction welding equipment shown in the welding.
[0065] (5) Place the joint with the composite film layer on the backing plate 1, place the pressure plate 2 on the joint, and then apply a pressure of 1.2MPa on the pressure device 3, turn on the power supply 5, the welding power is 1.8kW, and the induction coil 4 is energized to launch Electromagnetic field, the welding time is 120s.
[0066] (6) After the welding time is reached, cut off the power supply, keep the original welding pressure and cool down to room temperature, and the welding is completed.
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| melting point | aaaaa | aaaaa |
| melting point | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More