

Method of parallel rolling by two roughing mills in the rough roll zone on hot rolling production line
A rough rolling mill and production line technology, applied in rolling mill control devices, metal rolling, metal rolling, etc., can solve problems such as increasing costs, affecting output, and reducing equipment efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
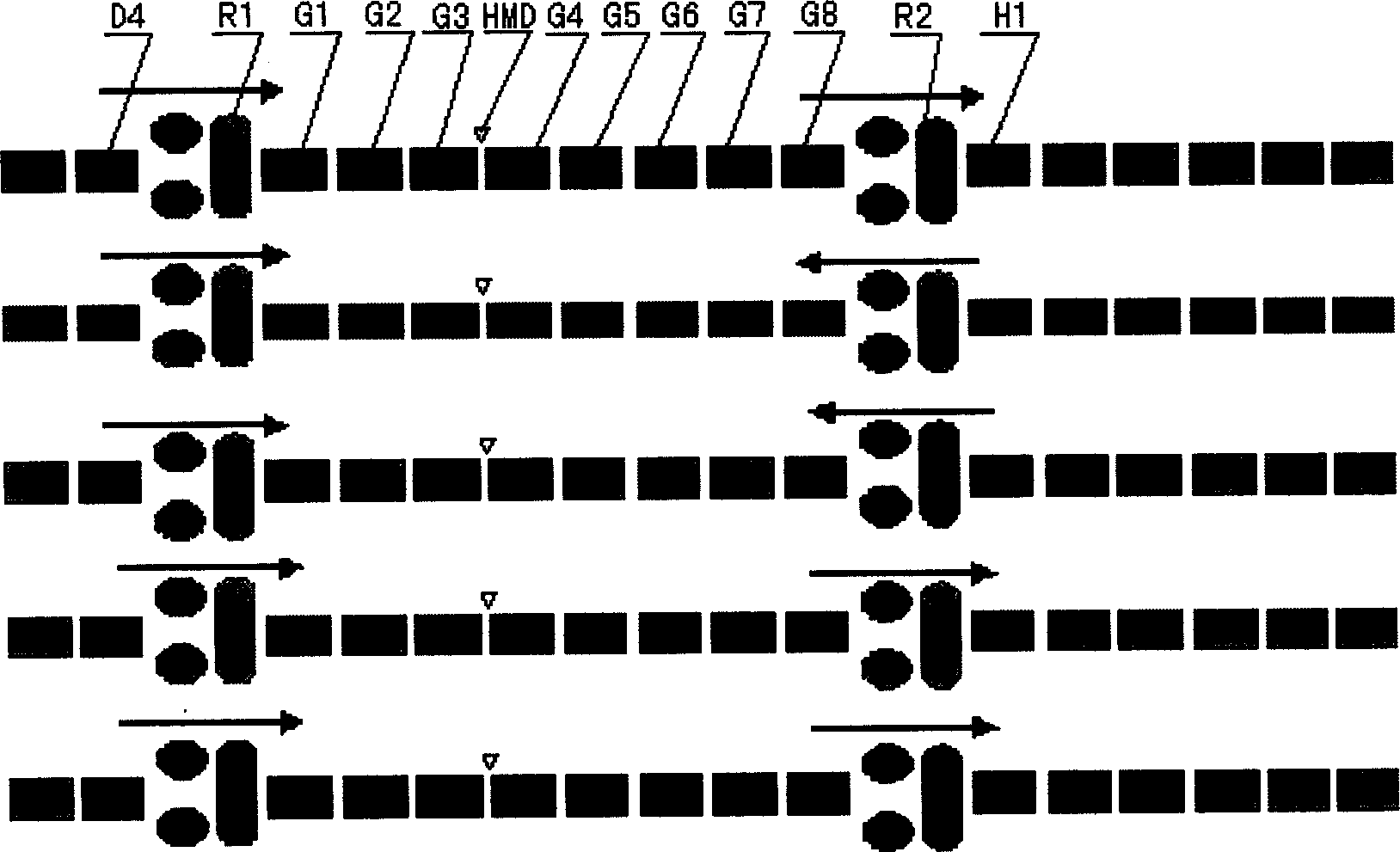
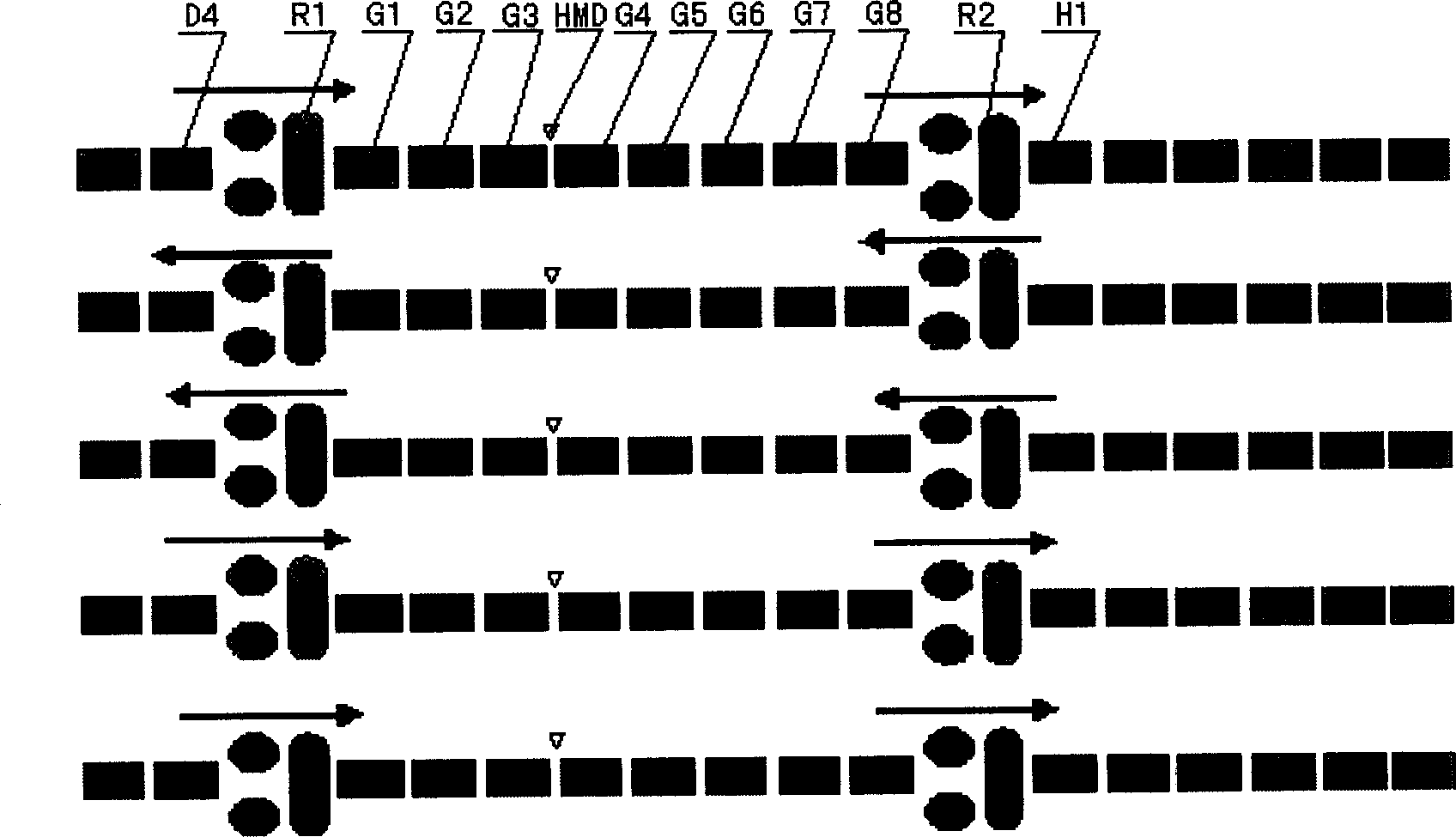
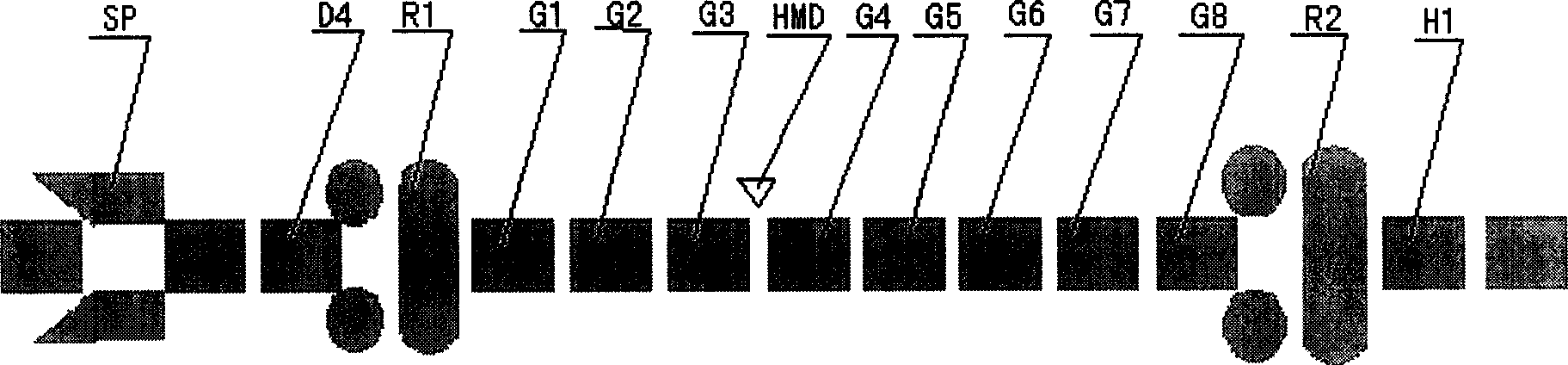
[0042] The present invention will be further described below with reference to the accompanying drawings. The parallel rolling method of the two roughing mills R1 and R2 in the rough rolling area of the hot rolling production line according to the present invention is mainly applicable to the rolling mode of 3 passes+3 passes, that is, when R1 rolling mill is 3 passes rolling, R2 When the rolling mill is also 3-pass rolling, the two roughing mills R1 and R2 can carry out forward and reverse rolling at the same time, but must meet the R1 forward requirement program and R2 reverse requirement program. attached figure 2 It is a schematic diagram of parallel rolling in the present invention, D4, G1-G8, and H1 in the figure are all roller tables, HMD is a hot metal detector, and the dark part in the figure is the position of the slab.
[0043] The present invention is equipped with anti-collision detection and priority judgment programs, that is, the R1 forward request program ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More