

A control method for reducing the temperature difference between the head and the tail of the continuous casting slab in the direct rolling process
A control method and continuous casting billet technology, applied in the field of direct rolling, can solve the problems of reducing the temperature difference between the head and tail of the direct rolling continuous casting billet, and achieve the advantages of convenient unloading, inspection and maintenance, convenient production and maintenance, and reducing the temperature difference between the head and the tail. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
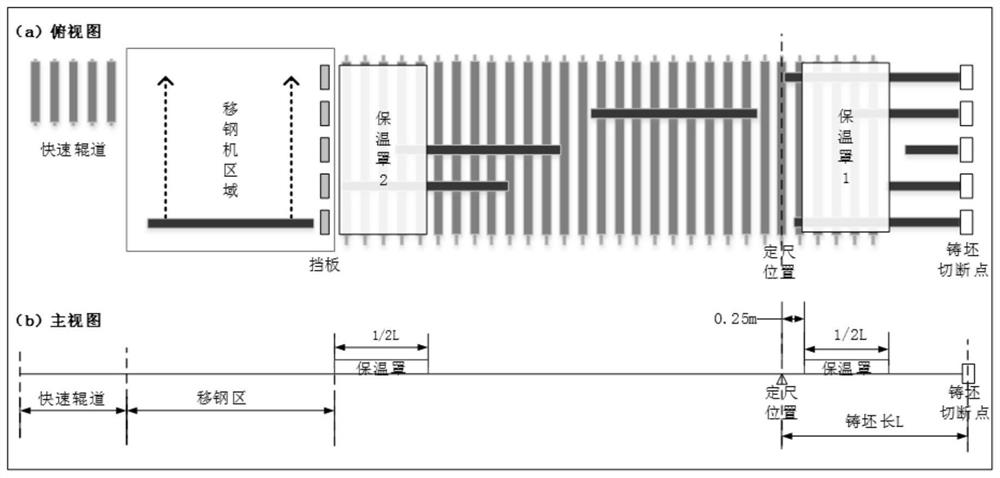
[0033] A long section production enterprise adopts the short-flow direct rolling process of electric furnace to produce HRB400 steel bars. The continuous casting slab size is 150mm×150mm, the length is 6m, the casting speed is 2.4m / min, and the mold water volume is 170m 3 / h, the casting temperature is 1530°C, and the size specification of the product is The chemical composition is shown in Table 1.
[0034] Table 1 Chemical composition of HRB400 steel bars in a factory (the balance is Fe)
[0035] Element C Si mn P S Nb V content 0.23 0.45 0.85 ≤0.04 ≤0.03 ≤0.01 0.04
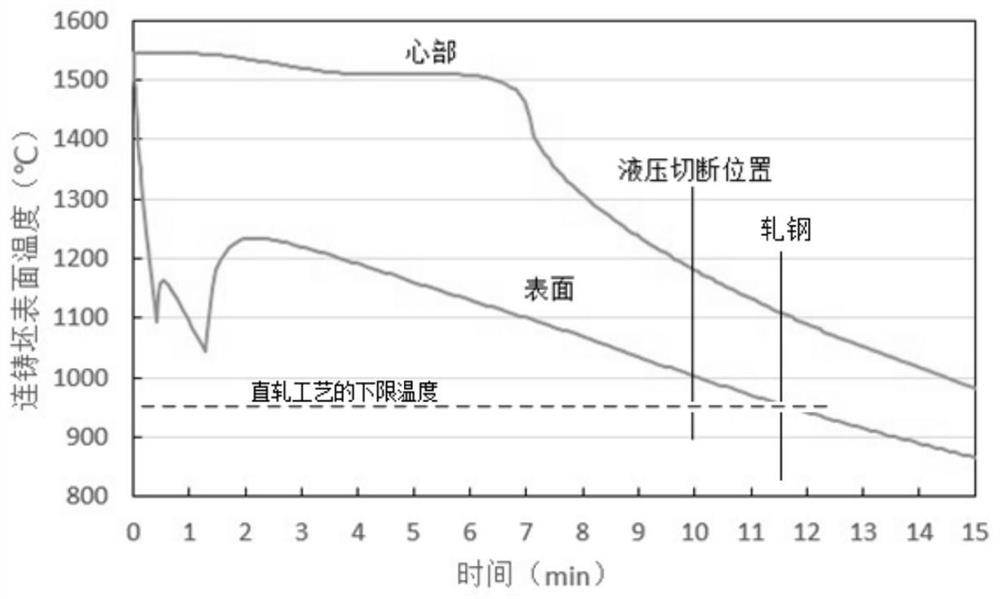
[0036] When the invention is not adopted to control the uniform temperature process, the temperature of the upper surface of the head when the slab is cut is 955°C, and the upper surface of the tail is 1035°C, and the temperature difference between the head and the tail is 80°C. After the continuous casting slab passes through the parallel flow, it enters the fast conveyin...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More