Controlling method of rough rolling breakdown bar camber
A control method, camber technology, applied in rolling mill control devices, metal rolling, contour control, etc., can solve the problem that it is difficult to accurately find out the quantitative relationship between roll gap difference and camber
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
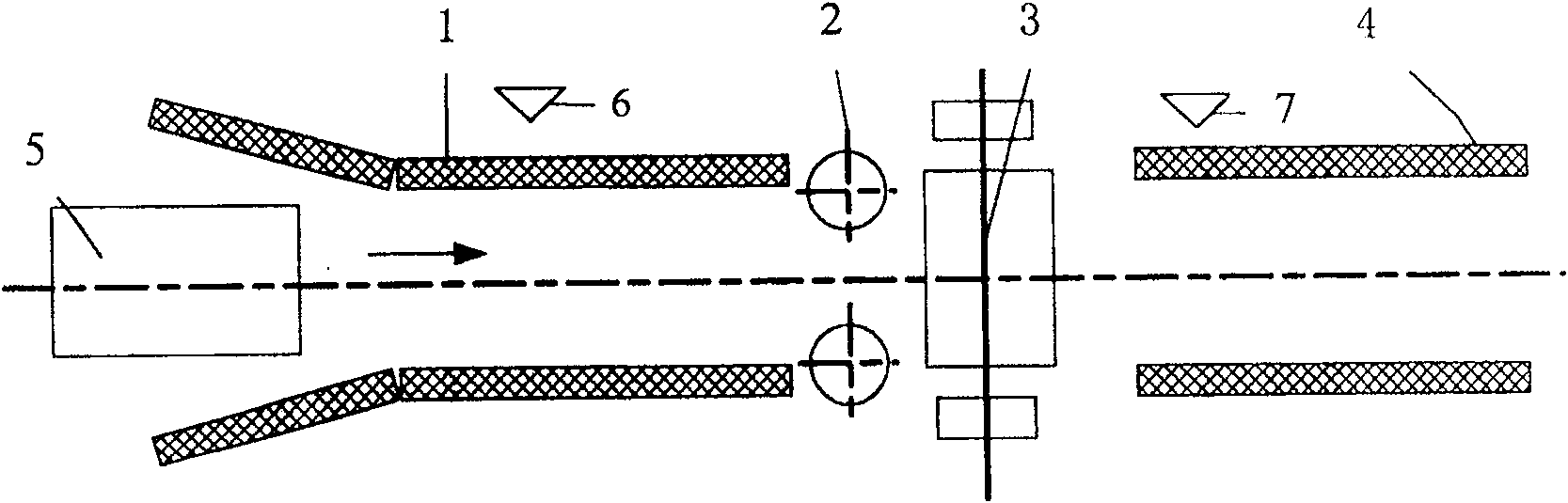
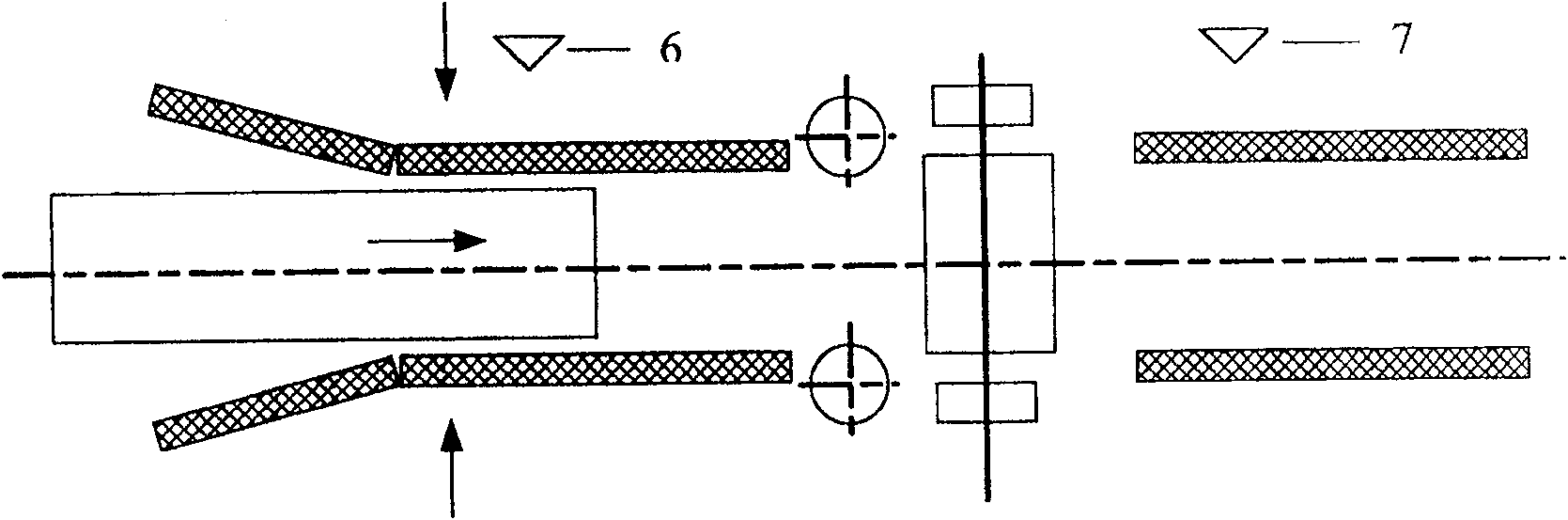
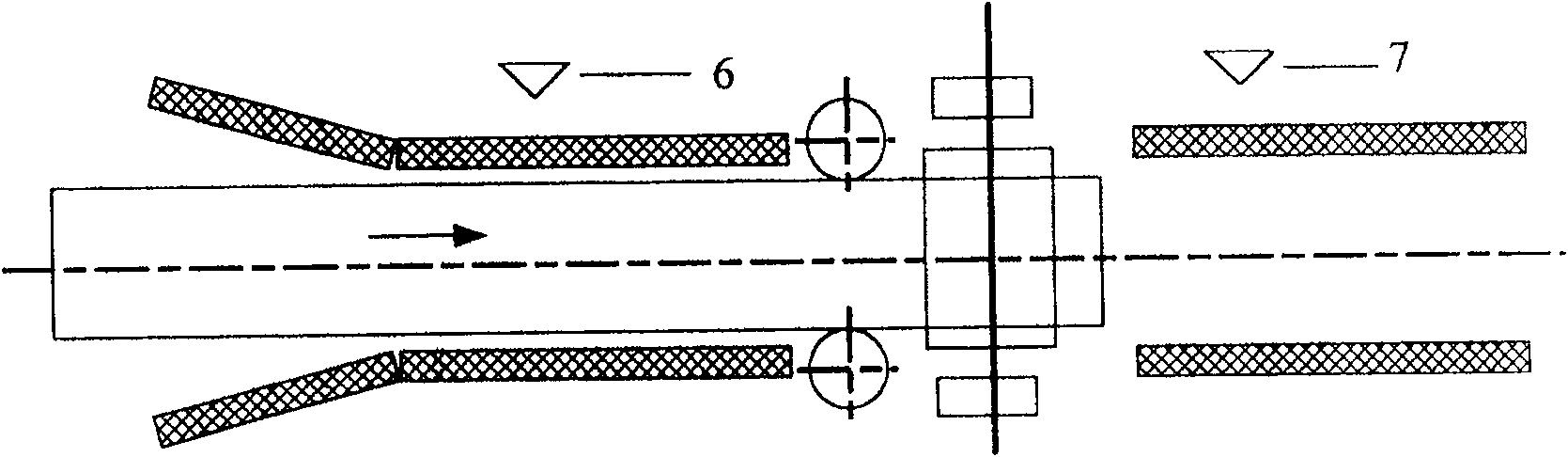
[0020] A method for controlling the sickle curve of the rough rolling intermediate slab, which is to jointly control the position and pressure of the side guide plate. In the multi-pass rolling of the forward and reverse passes of the rough rolling mill, the opening degree of the side guide plate can be reduced. The added value makes the side guide plate constrain the bending deformation of the intermediate billet at the entrance and exit of the roughing mill in the horizontal direction, so as to reduce the camber of the intermediate billet and prevent the side guide plate from being in contact with the intermediate billet for a long time to cause serious wear.
[0021] The position control of the side guide plate (APC for short) refers to the short stroke control of the side guide plate, that is, when the intermediate blank 5 does not enter the side guide plate 1, the opening degree of the side guide plate 1 is in the waiting position, and the opening degree is equal to that of...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More