Round blank for high-steel level oil bushing and manufacturing process
An oil casing and high-grade steel technology, applied in casing, manufacturing converters, drill pipes, etc., can solve the problems of poor steel strength, toughness and metallographic structure, and increase the cost, and achieve high temperature tempering brittleness reduction. Harm, improve the purity, save the effect of Mo resources
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
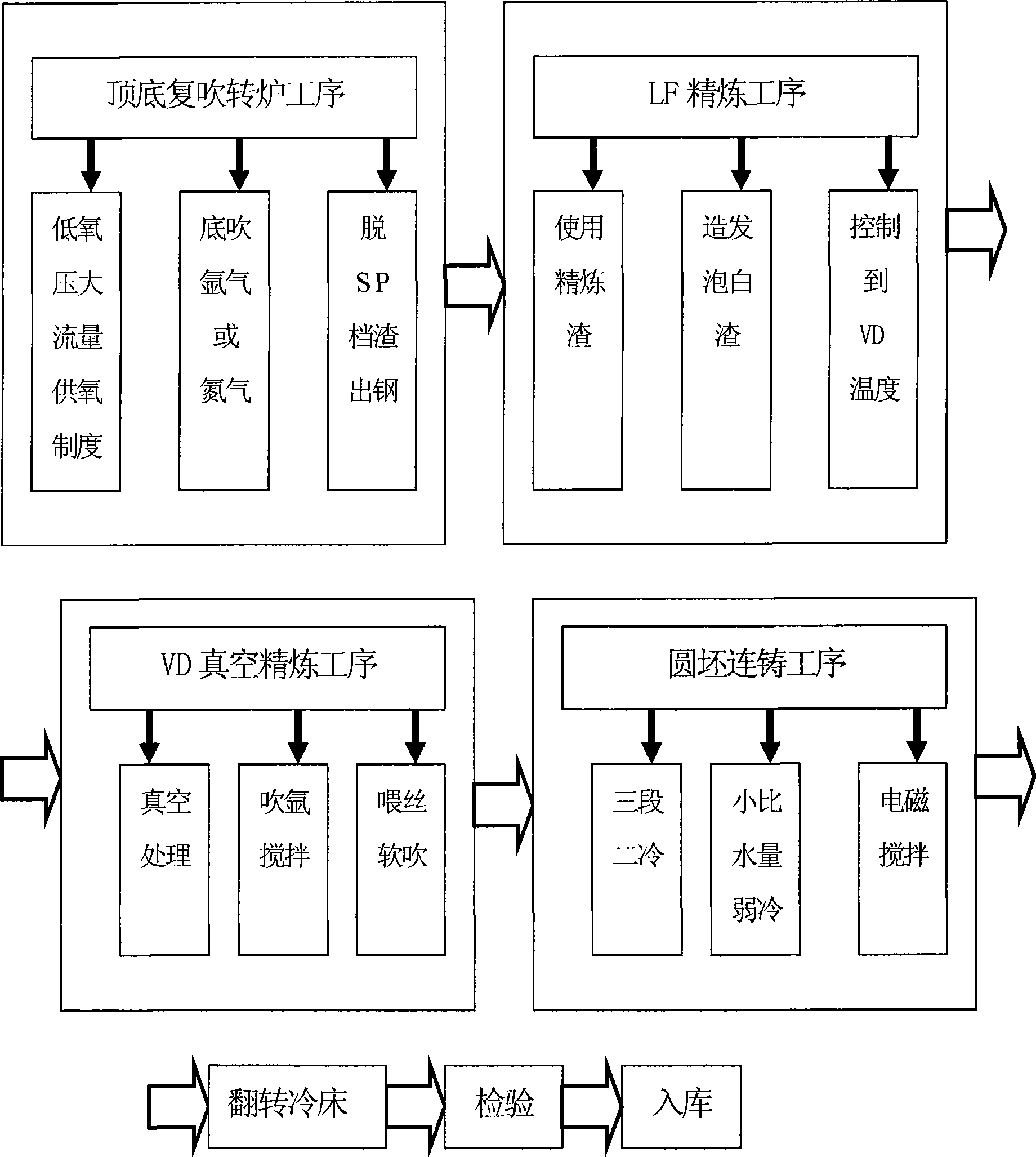
Method used
Image

Examples
Embodiment 1
[0035] (1) In molten iron, [Si]=0.45%, [P]=0.070%, [S]=0.028%.
[0036] (2) Converter smelting, smelting steel type 30Mn2Cr, adopting high carbon drawing operation, tapping [C]=0.11%, [P]=0.009%; adopting slag retaining to tap, slag thickness 40mm.
[0037] (3) LF refining, composition control [C]=0.30%, [Si]=0.26%, [Mn]=1.59%, [Cr]=0.29%, [Al]=0.0245%, [S]=0.005%; The white slag refining time is 16 minutes; the refining exit temperature is controlled at 1612°C, and the LF refining treatment time is 31 minutes.
[0038] (4) VD refining process, vacuum treatment of molten steel at a vacuum degree of 60Pa for 10 minutes, while blowing argon at a pressure of 0.20MPa and stirring; the outbound hydrogen content is 1.2ppm; feed 150m of CaSi wire to improve the fluidity of molten steel and denature treatment of inclusions; After the end of the CaSi wire, perform a soft blowing operation with a pressure of 0.17MPa for 9 minutes; adjust the continuous casting station temperature to 15...
Embodiment 2
[0041] (1) Furnace molten iron: [Si]=0.50%, [P]=0.075%, [S]=0.025%.
[0042] (2) Converter smelting. The smelting steel is 30Mn2Cr, adopting high carbon drawing operation, tapping [C]=0.12%, [P]=0.010%; tapping with slag blocking, the thickness of the slag is 45mm.
[0043] (3) LF refining. Component control [C]=0.31%, [Si]=0.27%, [Mn]=1.58%, [Cr]=0.27%, [Al]=0.0225%, [S]=0.005%; white slag refining time 17 minutes ; The refining exit temperature is controlled at 1611°C, and the LF refining treatment time is 33 minutes.
[0044] (4) VD refining process. Vacuum treatment of molten steel: Keep the vacuum at 65Pa for 12 minutes, while blowing argon at 0.23MPa and stirring; the outbound hydrogen content is 1.5ppm; feed 135m of CaSi wire to improve the fluidity of molten steel and denature treatment of inclusions; after feeding the CaSi wire, carry out pressure The soft blowing operation is 0.18MPa for 8 minutes; the continuous casting arrival temperature is adjusted to 1567°C....
Embodiment 3
[0047] (1) Furnace molten iron: [Si]=0.55%, [P]=0.067%, [S]=0.026%.
[0048] (2) Converter smelting. The smelting steel is 30Mn2Cr, adopting high carbon drawing operation, tapping [C]=0.12%, [P]=0.011%; tapping with slag blocking, the thickness of slag is 35mm.
[0049] (3) LF refining. Composition control [C]=0.31%, [Si]=0.26%, [Mn]=1.61%, [Cr]=0.28%, [Al]=0.0195%, [S]=0.008%; white slag refining time 19 minutes ; The refining exit temperature is controlled at 1608°C, and the LF refining treatment time is 34 minutes.
[0050] (4) VD refining process. Vacuum treatment of molten steel: Keep the vacuum at 62Pa for 13 minutes, while blowing argon at 0.18MPa and stirring; the outbound hydrogen content is 1.2ppm; feed 140m of CaSi wire to improve the fluidity of molten steel and denature treatment of inclusions; after feeding the CaSi wire, carry out pressure The soft blowing operation is 0.18MPa for 10 minutes; the continuous casting arrival temperature is adjusted to 1562°C. ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Yield strength | aaaaa | aaaaa |
| Tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More