

Integrated control method of cold-rolling strip steel flatness and lateral thickness difference
A cold-rolled strip, comprehensive control technology, applied in rolling mill control device, metal rolling, profile control, etc. Reduce the effect of manual intervention
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0058] The present invention will be further described below in conjunction with the accompanying drawings and specific embodiments.
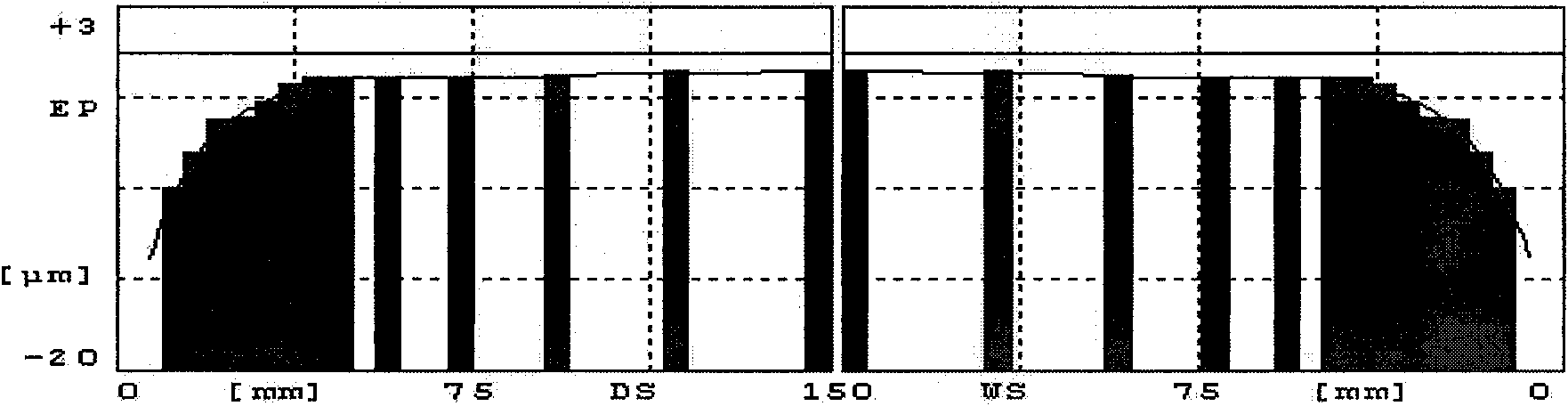
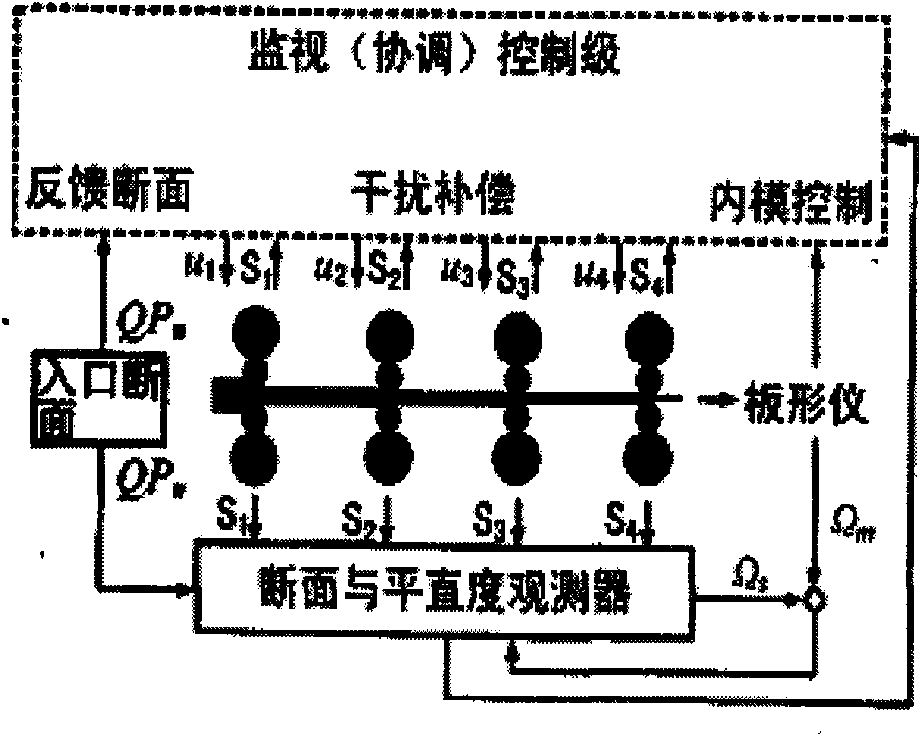
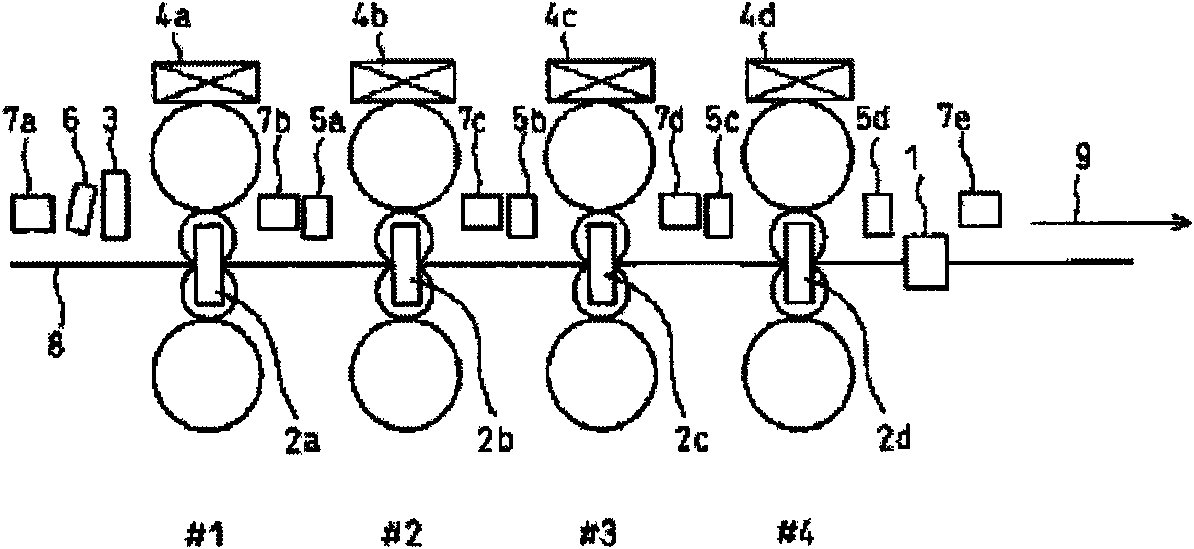
[0059] see Figure 4 , a method for comprehensively controlling the flatness and transverse thickness difference of cold-rolled strip steel, including moderately controlling the cross-sectional shape of the strip steel in the upstream stand of the cold rolling mill, and focusing on controlling the flatness of the strip steel in the downstream stand; Based on the actual measurement of the section shape and flatness of the hot-rolled incoming material by the profiler installed at the entrance of the No. The flatness meter installed at the exit of the cold rolling mill actually measures the flatness of the cold-rolled strip, and performs feed-forward control on the cross-sectional shape of the strip with the focus on the upstream stand, especially the No. 1 stand, and the downstream stand, especially the final stand. Feedback control of the flatn...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More