

Thermoforming method to improve the strength and plasticity of automobile parts
A technology of auto parts and thermoforming, which is applied in the field of parts forming, can solve the problems of high strength and low plasticity, and achieve the effects of eliminating internal stress, increasing elongation, and improving plasticity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
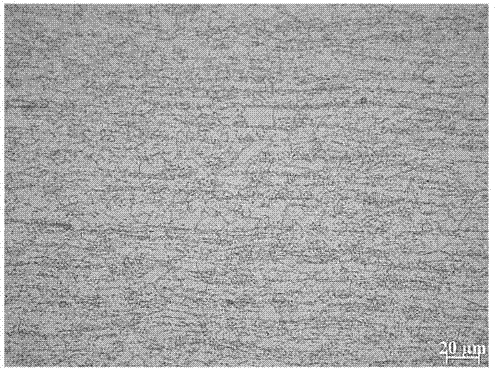
[0022] 1) Roll out a hot-formed part blank with the following composition, C: 0.2wt%, Mn: 1.4wt%, Si: 0.2wt%, Cr: 0.1wt%, Ni: 0.01wt%, Nb: 0.001wt% , Mo: 0.004wt%, B: 0.001wt%, Fe balance, the original structure of the hot-formed part blank is as follows figure 1 shown;
[0023] 2) Put the thermoformed part blank into a high-temperature box-type heating furnace for heating. The furnace temperature is set at 850°C and heated for 3 minutes;
[0024] 3) When the heating and heat preservation is finished, the thermoforming part blank is transferred to the thermoforming mold with an independent cooling system for thermoforming. The transfer time is 5 seconds. The working parameters of the thermoforming mold cooling system are set in advance, and the thermoforming The mold surface temperature is controlled at 150°C;
[0025] 4) When the thermoforming is finished and the temperature is 120°C, open the thermoforming mold, and transfer the thermoformed parts to a low-temperature box-...
Embodiment 2
[0028] 1) Roll out a hot-formed part blank with the following composition, C: 0.23wt%, Mn: 1.42wt%, Si: 0.24wt%, Cr: 0.16wt%, Ni: 0.013wt%, Nb: 0.0012wt% , Mo: 0.0043wt%, B: 0.002wt%, Fe balance, the original structure of the hot forming part blank is as follows figure 1 shown;
[0029] 2) Put the thermoformed part blank into a high-temperature box-type heating furnace for heating. The furnace temperature is set at 850°C and heated for 3 minutes;
[0030] 3) When the heating and heat preservation is completed, the thermoforming part blank is transferred to the thermoforming mold with an independent cooling system for thermoforming. The transfer time is 5 seconds, and the working parameters of the thermoforming mold cooling system are set in advance. The mold surface temperature is controlled at 160°C;
[0031] 4) When the thermoforming is finished and the temperature is 120°C, open the thermoforming mold, and transfer the thermoformed parts to a low-temperature box-type heat...
Embodiment 3
[0034] 1) Roll out a hot forming part blank with the following composition, C: 0.25wt%, Mn: 1.45wt%, Si: 0.25wt%, Cr: 0.15wt%, Ni: 0.015wt%, Nb: 0.0014wt% , Mo: 0.0045wt%, B: 0.004wt%, Fe balance, the original structure of the hot-formed part blank is as follows figure 1 shown;
[0035] 2) Put the thermoformed part blank into a high-temperature box-type heating furnace for heating. The furnace temperature is set at 900°C and heated for 3 minutes;
[0036] 3) When the heating and heat preservation is completed, the thermoforming part blank is transferred to the thermoforming mold with an independent cooling system for thermoforming. The transfer time is 5 seconds, and the working parameters of the thermoforming mold cooling system are set in advance. The mold surface temperature is controlled at 170°C;
[0037] 4) When the thermoforming is finished and the temperature is 120°C, open the thermoforming mold, and transfer the thermoformed parts to a low-temperature box-type heat...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More