Method for controlling width deviation of head and tail of hot rolled strip
A control method and hot-rolled strip technology, applied in the direction of metal rolling stand, metal rolling mill stand, etc., can solve the problem of tail loss of strip steel, wear of finishing rolling side guide plate and coiling side guide plate, overall width pull Narrow and other problems, to avoid equipment damage, solve the problem of ultra-wide, improve the effect of stability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
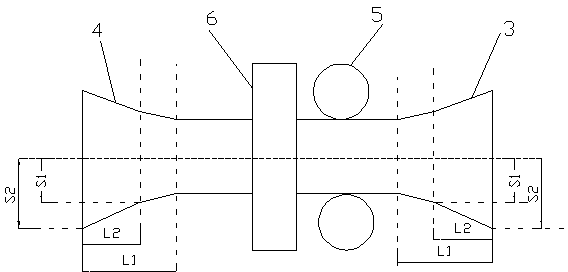
[0038] Regarding the narrowing of the width at the head and tail of the steel strip, Table 1 lists the setting values of the parameters used in Example 1 of this case.
[0039] Table 1
[0040] Short stroke parameter
a 0
L 3
L 4
S 3
S 4
L 1
L 2
S 1
S 2
Parameter setting value (mm)
1505
1478
591
1507
1511
1478
591
1507
1511
[0041] The short-stroke curve of the first strip steel tail that adopts for strip steel tail width narrowing can be obtained from Table 1:
[0042] b 1 =[(S 3 -a 0 ) L 3 / (L 3 -L 4 ) L 4 ]-[(S 4 -a 0 )(L 3 -L 4 ) / L 3 L 4 ]=[(1507-1505)1478 / (1478-591)×591]-[(1511-1505)(1478-591) / 1478×591]=-0.453858×10 -6
[0043] b 2 =[(S 4 -a 0 ) / L 3 L 4 ]-[(S 3 -a 0 ) / (L 3 -L 4 ) L 4 ]=[(1511-1505) / 1478×591]-[(1507-1505) / (1478-591)591]=3.05372×10 -6
[0044] the y 2 =1505+[-0.453858×10 -6 (1478-x 2 )+3.05372×10 ...
Embodiment 2
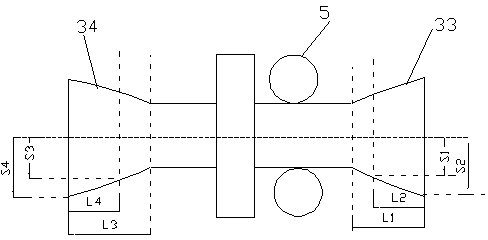
[0049] For the narrowing of the width at the head of the strip and the over-width at the tail, Table 2 lists the setting values of the parameters used in Example 2 of this case.
[0050] Table 2.
[0051] Short stroke parameter
a 0
L 5
L 6
S 5
S 6
L 1
L 2
S 1
S 2
Parameter setting value (mm)
1505
1478
665
1502.5
1495
1478
665
1507
1511
[0052] From Table 2, it can be obtained that the short-stroke curve y of the second strip tail used for the ultra-wide strip tail 3 and the short head stroke profile for strip head width reduction:
[0053] b 3 =[(S 5 -a 0 ) L 5 / (L 5 -L 6 ) L 6 ]-[(S6 -a 0 )(L 5 -L 6 ) / L 5 L 6 ]=[(1502.5-1505)1478 / (1478-665)×665]-[(1495-1505)(1478-665) / 1478×665]=1.437265×10 -6
[0054] b 4 =[(S 6 -a 0 ) / L 5 L 6 ]-[(S 5 -a 0 ) / (L 5 -L 6 ) L 6 ]=[(1495-1505) / 1478×665]-[(1502.2-1505) / (1478-665)665]=-5.55018...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More