

Current control method during necking detection of molten electrode arc welding
A melting electrode, arc welding technology, applied in arc welding equipment, welding equipment, manufacturing tools, etc., can solve the problems of instability, unable to suppress sputtering, unable to suppress welding state, etc. stable effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
no. 1 approach
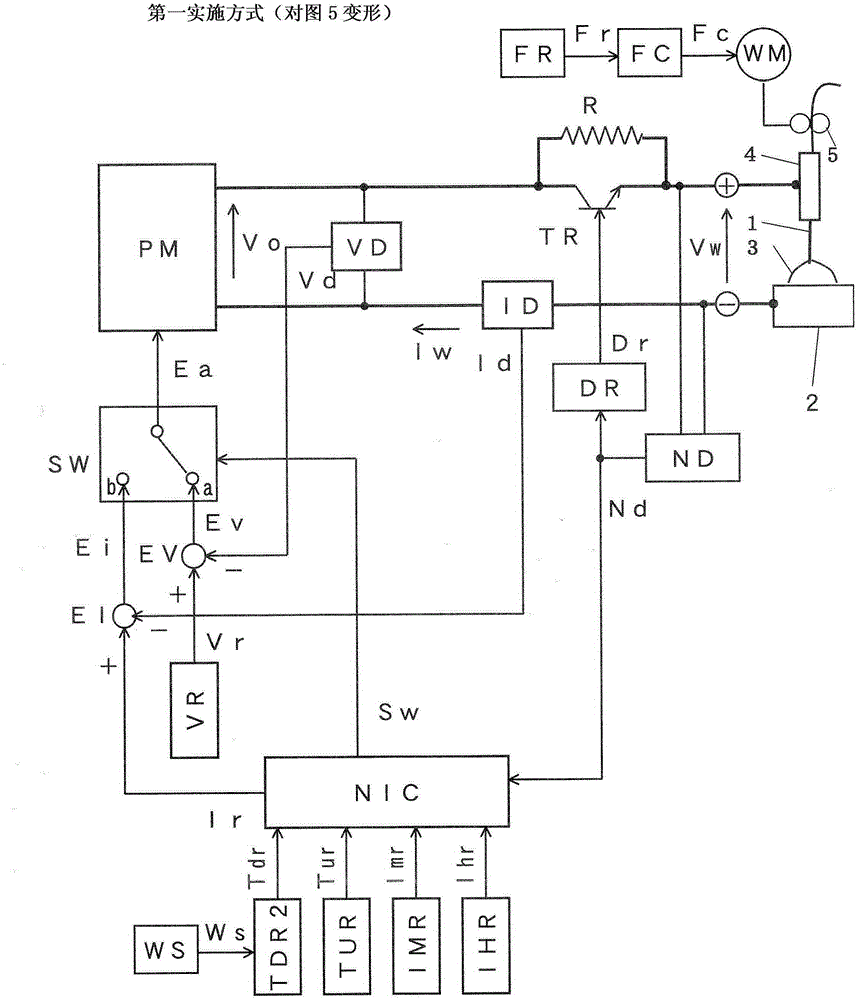
[0099] figure 1 It is a block diagram of a welding power source for carrying out the current control method at the time of constriction detection in metal arc welding according to the first embodiment of the present invention. The figure is in the above Figure 5 Increase the welding speed setting circuit WS, will Figure 5 The delay period setting circuit TDR is replaced by the second delay period setting circuit TDR2. In this figure, for Figure 5 For the same boxes, the same symbols are attached and their descriptions are omitted. Hereinafter, the different blocks will be described with reference to this figure.
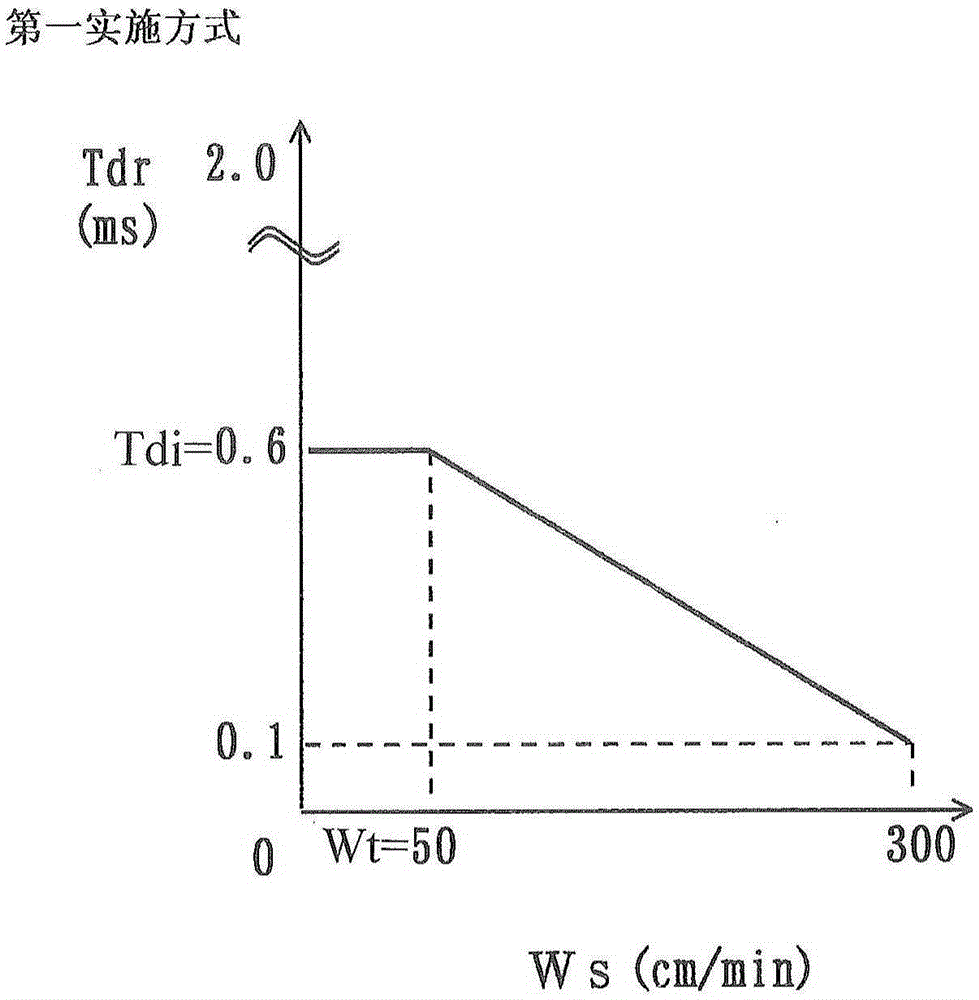
[0100]The welding speed setting circuit WS outputs a predetermined welding speed setting signal Ws. In the welding apparatus using a robot, since the welding speed is set in a robot control device (not shown), information related to the welding speed is sent from the robot control device to the welding speed setting circuit WS. Then, this welding speed sett...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More