

Forging method for forged steel supporting rolls used for rolling mill of large-scale wide thick plates
A technology for plate rolling mills and backup rolls, applied in metal processing equipment and other directions, can solve the problems of heavy weight, inability to manufacture large backup rolls, rough and uneven cast structure, various microstructure inhomogeneities, etc. desired effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0025] The forging method of the forged steel back-up roll for a large wide and thick plate rolling mill of the present invention adopts double vacuum steel ingots with a weight not less than 250 tons, an average diameter of the ingot body not less than φ3300mm, and a height of the ingot body not less than 4000mm to manufacture the forged steel back-up roll, including the following step:
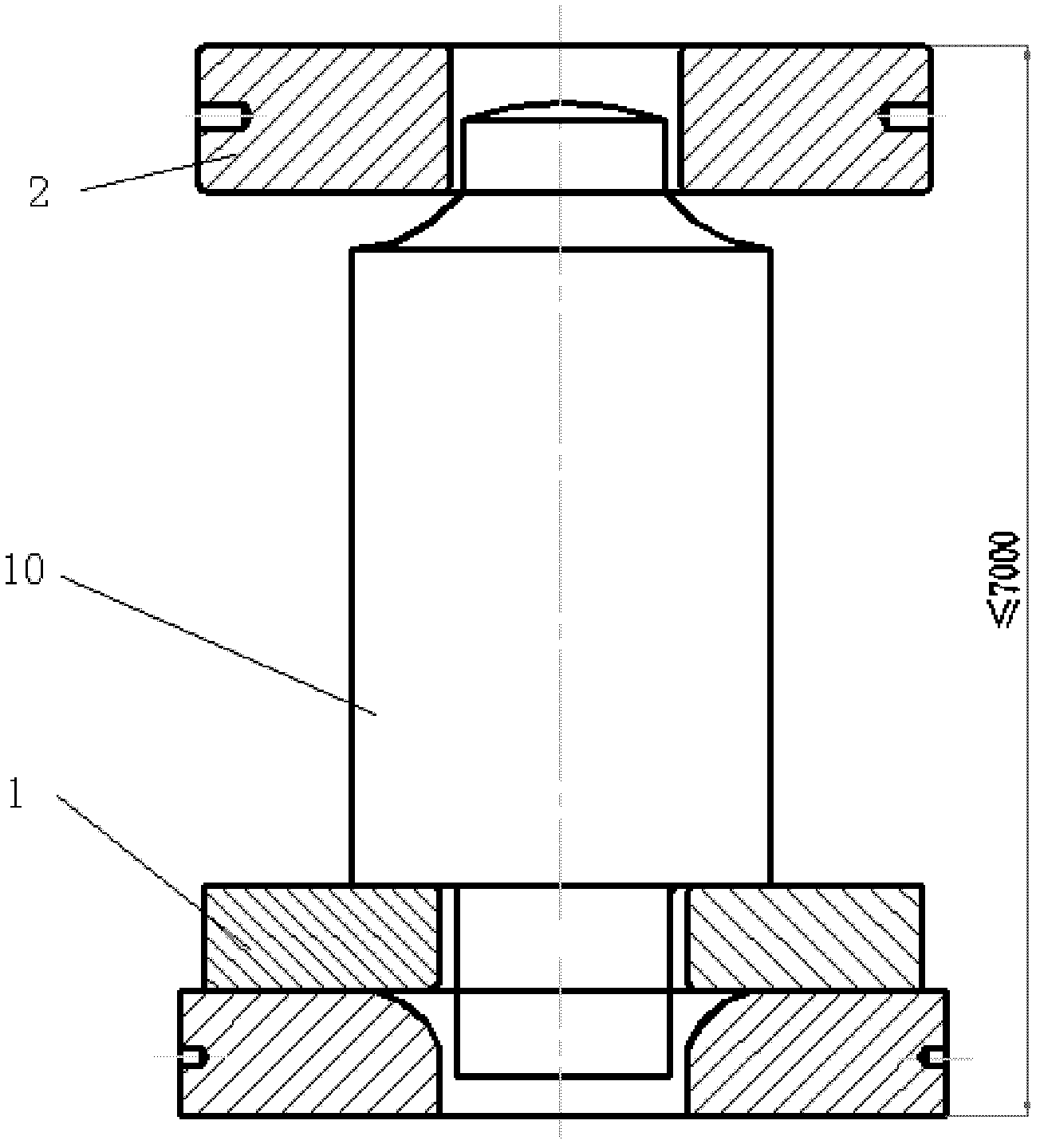
[0026] The first step is pre-drawing; the steel ingot is pretreated on the free forging hydraulic press to remove the impurities of the steel ingot so that the height of the ingot body is not greater than 7000mm;
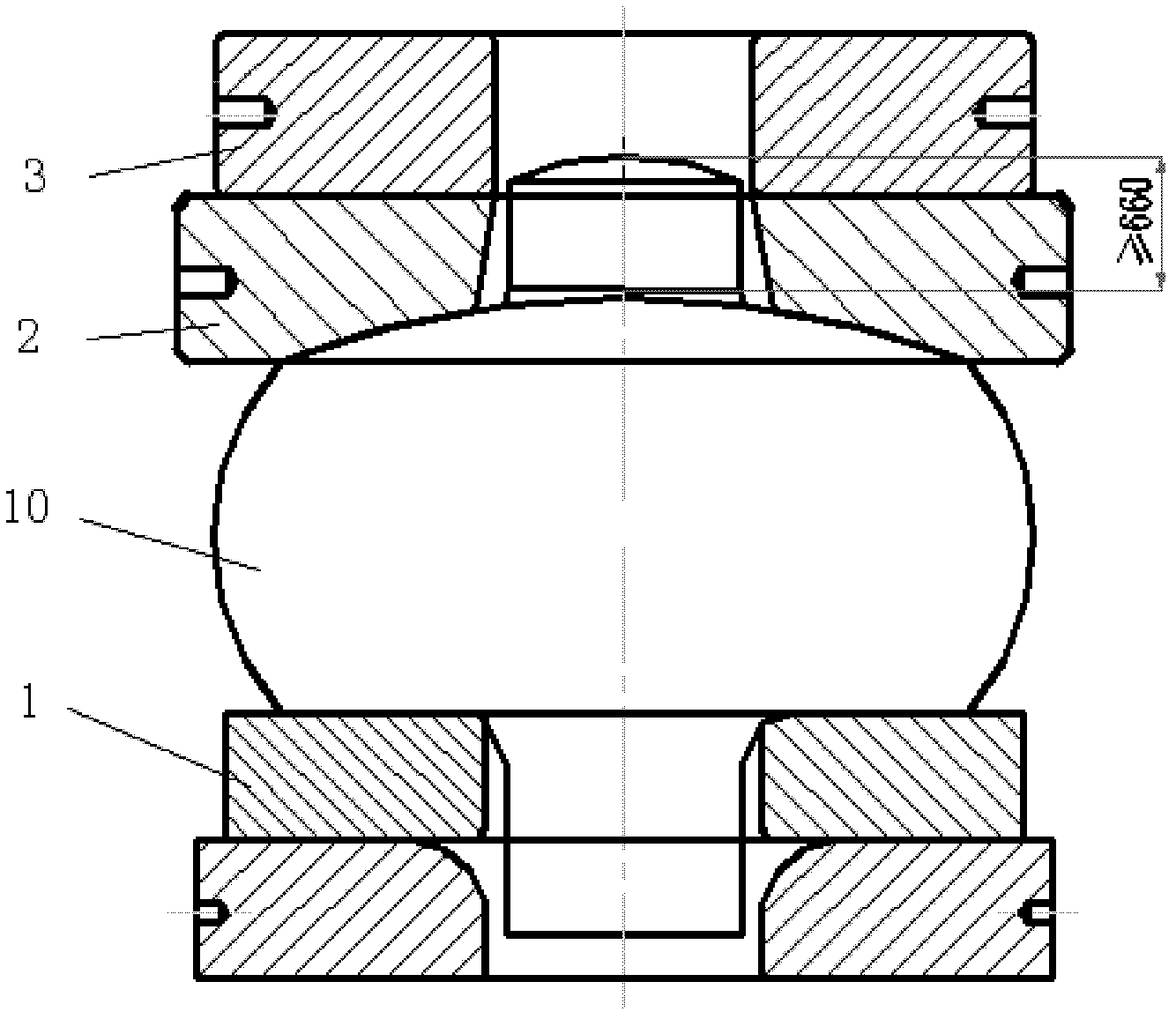
[0027] Press the handle of the steel ingot, then cut the handle, burn and peel off the T shoulder, roll the chamfer, and cut the tail of the ingot so that the remaining height of the tail of the steel ingot is not less than 660mm;
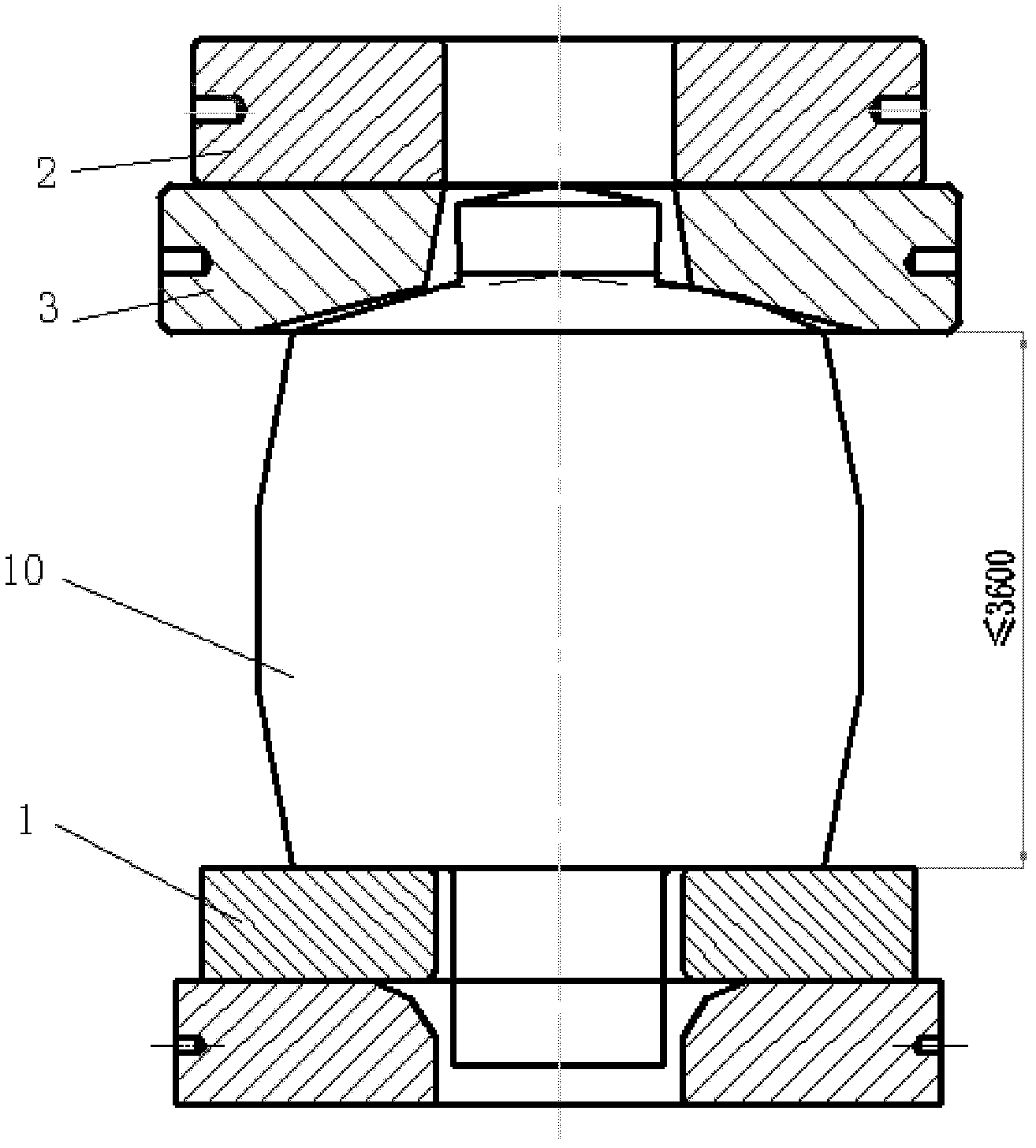
[0028] The second step is upsetting; keep the steel ingot at a temperature of 1200-1250°C for 30-50 hours, and then use the upsetting plate tooling to...
PUM
| Property | Measurement | Unit |
|---|---|---|
| height | aaaaa | aaaaa |
| height | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More