Whole course tracking method and whole course tracking system of discrete manufacturing workshop production process quality
A technology for discrete manufacturing workshops and production processes, applied in the field of full traceability of the production process quality of discrete manufacturing workshops, can solve problems such as backward information collection methods, difficulties in product or finished product quality traceability, and scattered quality information, so as to achieve information management and improve The pass rate of one off-line and the effect of improving production efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0020] Hereinafter, specific embodiments of the present invention will be described in detail with reference to the accompanying drawings.
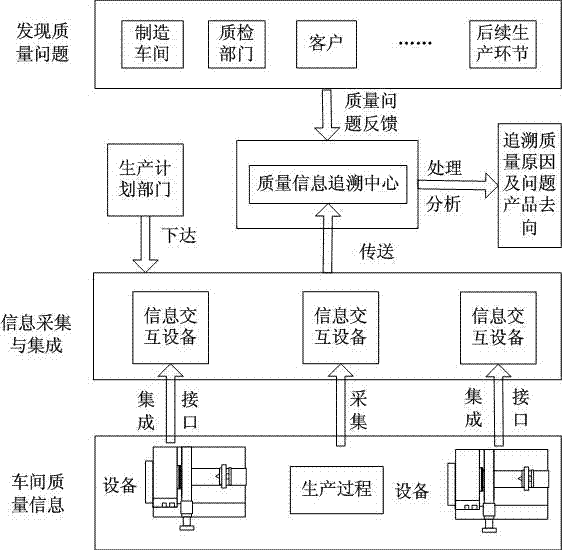
[0021] figure 1 It is a technical framework diagram of the present invention. like figure 1 Shown: The whole process quality traceability method and system of the discrete manufacturing workshop include information interaction equipment, quality information collection and management software, workshop quality information integration interface, barcode printing device, barcode scanning device, quality information traceability center, etc. The information interaction devices include ordinary computers, tablet computers, smart phones and other devices that have interfaces for integration with other devices and are compatible with quality information collection and management software. They are used to receive production task information issued by the planning management department and collect discrete manufacturing information. Workshop pr...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More